- वेल्डर के लिए पाठ्यक्रम
- पाइप वेल्डिंग
- शुरुआती वेल्डर की गलतियाँ
- वेल्डिंग के लिए इलेक्ट्रोड कैसे चुनें
- चाप प्रज्वलन
- एक सीवन कैसे वेल्ड करने के लिए
- वेल्डिंग वर्टिकल सीम
- क्षैतिज सीम कैसे वेल्ड करें
- सीलिंग सीम
- इलेक्ट्रिक वेल्डिंग के लिए सुरक्षा सावधानियां
- वेल्डिंग की तैयारी
- टिप्स: इलेक्ट्रिक वेल्डिंग से खुद खाना बनाना कैसे सीखें
- मैनुअल आर्क वेल्डिंग तकनीक। वेल्डिंग करके कैसे पकाएं
- चाप वेल्डिंग
- सेमी-ऑटोमैटिक मेटल इनर्ट गैस वेल्डिंग (MIG)
- औज़ार
- उपकरण प्रकार
- औज़ार
- आम धोखेबाज़ गलतियाँ
- वेल्डिंग मशीन के प्रकार
- ट्रांसफार्मर
- इन्वर्टर
- इलेक्ट्रिक वेल्डिंग तकनीक
- चाप को कैसे रोशन करें
- वेल्डिंग गति
वेल्डर के लिए पाठ्यक्रम
वेल्डिंग को विशेष पाठ्यक्रमों में महारत हासिल की जा सकती है। उन पर वेल्डिंग प्रशिक्षण को सिद्धांत और व्यावहारिक अभ्यास में विभाजित किया गया है। आप व्यक्तिगत रूप से या दूर से अध्ययन कर सकते हैं। पाठ्यक्रम शुरुआती और अन्य महत्वपूर्ण ज्ञान के लिए वेल्डिंग तकनीक सिखाते हैं। एक शिक्षक की देखरेख में व्यावहारिक कक्षाओं में वेल्डिंग करके खाना बनाना सीखने का अवसर महत्वपूर्ण है। छात्रों को वेल्डिंग के लिए उपलब्ध उपकरण, इलेक्ट्रोड की पसंद, सुरक्षा नियमों के बारे में एक विचार दिया जाता है।
आप व्यक्तिगत रूप से या समूह के साथ अध्ययन कर सकते हैं।प्रत्येक विकल्प के अपने फायदे हैं। व्यक्तिगत रूप से अध्ययन करते समय, आप केवल उन्हीं ज्ञान में महारत हासिल कर सकते हैं जो भविष्य में उपयोगी हो सकते हैं। लेकिन समूह में अध्ययन करते समय अपने साथी छात्रों की गलतियों का विश्लेषण सुनने और इस प्रकार अतिरिक्त ज्ञान प्राप्त करने का अवसर मिलता है।
पाठ्यक्रम पूरा करने और अर्जित ज्ञान और व्यावहारिक कौशल की पुष्टि करने वाली परीक्षा उत्तीर्ण करने के बाद, अनुमोदित नमूने का एक प्रमाण पत्र जारी किया जाता है।
पाइप वेल्डिंग
इलेक्ट्रिक आर्क वेल्डिंग के साथ, एक क्षैतिज सीम बनाना संभव है जो पाइप की परिधि के चारों ओर चलता है और एक ऊर्ध्वाधर जो किनारे पर चलता है, साथ ही ऊपर और नीचे के सीम भी। सबसे सुविधाजनक विकल्प निचला सीम है।

दीवारों की ऊंचाई के साथ सभी किनारों को वेल्डिंग करते समय स्टील पाइप को अंत तक वेल्डेड किया जाना चाहिए। ऑपरेशन के दौरान, इलेक्ट्रोड को 45 डिग्री के कोण पर स्थापित किया जाना चाहिए - यह उत्पादों के अंदर प्रवाह को कम करने के लिए किया जाता है। सीम की चौड़ाई 2-3 मिमी, ऊंचाई - 6-8 मिमी होनी चाहिए। यदि वेल्डिंग अतिव्यापी है, तो आवश्यक चौड़ाई पहले से ही 6-8 मिमी है, और ऊंचाई 3 मिमी है।
काम शुरू करने से तुरंत पहले, प्रारंभिक प्रक्रियाओं को पूरा करना आवश्यक है:
- आपको आइटम को साफ करने की जरूरत है।
- यदि पाइप के किनारे विकृत हैं, तो उन्हें संरेखित करें या उन्हें कोण की चक्की से, या एक साधारण ग्राइंडर में काट लें।
- जिन किनारों पर सीवन गुजरेगा उन्हें चमकने के लिए साफ किया जाना चाहिए।
तैयारी के बाद आप काम पर लग सकते हैं। सभी जोड़ों को लगातार, पूरी तरह से वेल्डिंग करना आवश्यक है। 6 मिमी तक की चौड़ाई वाले पाइप जोड़ों को 2 परतों में वेल्डेड किया जाता है, 3 परतों में 6-12 मिमी की चौड़ाई और 4 परतों में 19 मिमी से अधिक की दीवार की चौड़ाई के साथ। मुख्य विशेषता लावा से पाइप की निरंतर सफाई है, अर्थात।प्रत्येक पूर्ण परत के बाद, इसे स्लैग से साफ करना आवश्यक है और उसके बाद ही एक नया पकाना है। पहले सीम पर काम करते समय विशेष ध्यान रखा जाना चाहिए, सभी सुस्ती और किनारों को पिघलाना आवश्यक है। दरारें के लिए पहली परत की सावधानीपूर्वक जांच की जाती है, यदि वे मौजूद हैं, तो उन्हें पिघलाया जाना चाहिए या काट दिया जाना चाहिए और फिर से वेल्डेड किया जाना चाहिए।
बाद की सभी परतों को पाइप को धीरे-धीरे घुमाकर वेल्ड किया जाता है। अंतिम परत को आधार धातु में एक चिकनी संक्रमण के साथ वेल्डेड किया जाता है।
शुरुआती वेल्डर की गलतियाँ
इलेक्ट्रिक वेल्डिंग के साथ खाना बनाना सीखने के लिए, आपको उन मुख्य गलतियों पर विचार करना होगा जो शुरुआती करते हैं:
- इलेक्ट्रोड को बहुत तेजी से ले जाना, जिसके परिणामस्वरूप एक असमान सीम होता है।
- सीम की बहुत धीमी गति, जबकि धातु में छेद और जलन बनते हैं।
- बहुत असमान और सपाट सीम। यहां मुख्य त्रुटि इलेक्ट्रोड के कोण में है।
- धातु की विफलता। ऐसा इसलिए होता है क्योंकि धातु और इलेक्ट्रोड के बीच 5 मिमी का अंतर नहीं देखा गया था, यानी अंतर बहुत छोटा था।
- अन्यथा, जब अंतराल बहुत बड़ा होता है, तो धातु उबलती नहीं है।
उपरोक्त सभी त्रुटियां केवल सबसे स्थूल हैं। और भी बहुत सी बारीकियाँ हैं जिन्हें केवल अनुभव से ही समझा जा सकता है।
पतली दीवार वाली धातु या प्रोफाइल को वेल्डिंग करते समय, काम के लिए सावधानीपूर्वक दृष्टिकोण की आवश्यकता होती है। पतले भागों को एक साफ इलेक्ट्रोड लगाकर और उसके ऊपर सीधे वेल्डिंग करके वेल्ड किया जा सकता है।
अलौह धातुओं पर वेल्डिंग आश्चर्यजनक रूप से भिन्न होती है, क्योंकि इसके लिए अन्य इलेक्ट्रोड की आवश्यकता होती है। एक विशेष सुरक्षात्मक वातावरण की भी आवश्यकता है। अब आप सार्वभौमिक उपकरण खरीद सकते हैं जो लगभग किसी भी धातु को पकाते हैं।
पतली दीवार वाली धातुओं के साथ काम करने के लिए अर्ध-स्वचालित उपकरण भी हैं।इसका सार एक विशेष तार के निक्षेपण में निहित है।
वेल्डिंग के लिए इलेक्ट्रोड कैसे चुनें
इलेक्ट्रोड एक धातु की छड़ है जो आपको वर्कपीस को वेल्ड करने के लिए करंट का संचालन करने की अनुमति देती है। इलेक्ट्रोड के विभिन्न ब्रांड हैं, लेकिन वेल्डिंग के लिए स्टील, 3 मिमी व्यास वाले इन्वर्टर के लिए पारंपरिक इलेक्ट्रोड उपयुक्त हैं। धातु जितनी मोटी होगी, वेल्डिंग के लिए इलेक्ट्रोड का व्यास उतना ही बड़ा होना चाहिए।

यह बहुत महत्वपूर्ण है कि वेल्डिंग प्रशिक्षण के लिए इलेक्ट्रोड उच्च गुणवत्ता वाले हों, और निश्चित रूप से, सूखे हों। नम इलेक्ट्रोड का उपयोग करते समय, एक अनुभवी वेल्डर के लिए चाप पर प्रहार करना और इसे स्थिर स्थिति में रखना बहुत मुश्किल होता है।
इसलिए, यदि आप वेल्ड करना सीखने का निर्णय लेते हैं, तो आपको इन उद्देश्यों के लिए केवल उच्च गुणवत्ता वाले उपभोग्य सामग्रियों का उपयोग करना चाहिए।
चाप प्रज्वलन
फिर आपको इन्वर्टर चालू करना होगा। इलेक्ट्रिक वेल्डिंग के लिए यह सबसे सरल प्रक्रिया टॉगल स्विच को चालू करके की जाती है। वर्तमान मान को एक नियामक के साथ सेट किया जाना चाहिए, जो इकाई के सामने के पैनल पर देखना आसान है। चयनित इलेक्ट्रोड के लिए, 100 ए की धारा उपयुक्त है। मुखौटा कम करें और आगे बढ़ें।

सबसे पहले, आपको चाप के प्रज्वलन के कौशल को विकसित करने की आवश्यकता है। नए इलेक्ट्रोड के साथ, यह केवल इसे पूरे हिस्से में स्वाइप करके किया जाता है। याद रखें कि आप माचिस कैसे जलाते हैं। यदि इलेक्ट्रोड पहले से उपयोग में था, तो उन्हें धातु की सतह पर दस्तक देने की जरूरत है। ऐसा होता है कि शुरुआती लोगों के हाथों में इलेक्ट्रोड धातु से चिपक जाता है। इलेक्ट्रोड को तेजी से किनारे की ओर झुकाकर इसे आसानी से ठीक किया जाता है। यदि फाड़ना संभव नहीं था, तो आपको इन्वर्टर को बंद करना होगा। फिर चिपके हुए बिंदु अपने आप गायब हो जाएंगे।





प्रज्वलित इलेक्ट्रोड एक वेल्डिंग चाप बनाता है। इसे बनाए रखने के लिए, आपको सीखना होगा कि धातु से 3-5 मिमी की दूरी कैसे बनाए रखें।पास आने पर शॉर्ट सर्किट हो सकता है, साथ में चिपकना भी। दूर जाने पर चाप गायब हो जाएगा।
एक सीवन कैसे वेल्ड करने के लिए
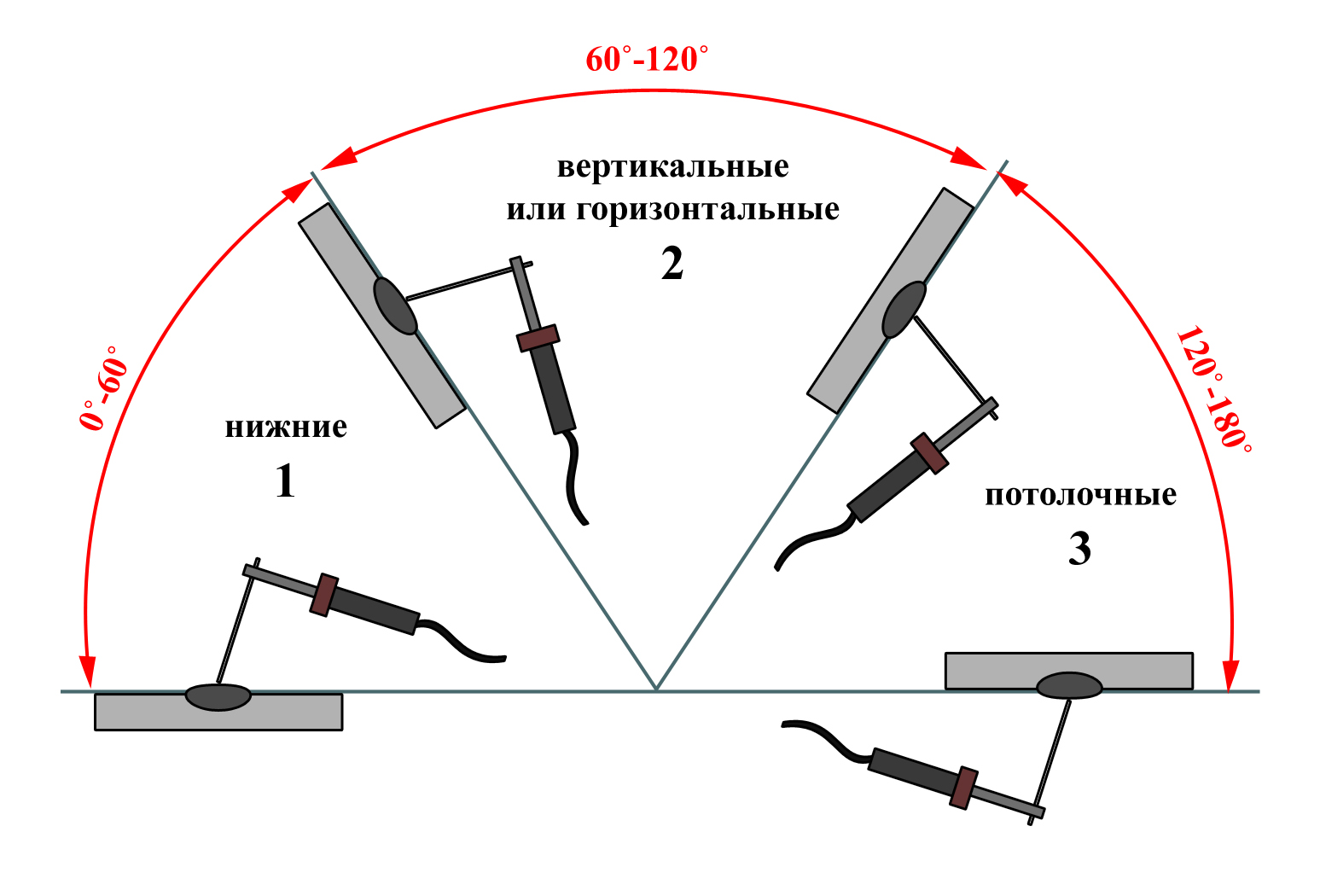
निचली स्थिति में वेल्डिंग करते समय, नौसिखिए वेल्डर के लिए भी कोई कठिनाई नहीं होती है। लेकिन अन्य सभी प्रावधानों के लिए प्रौद्योगिकी के ज्ञान की आवश्यकता होती है। प्रत्येक पद की अपनी सिफारिशें होती हैं। प्रत्येक प्रकार के वेल्ड बनाने की तकनीक पर नीचे चर्चा की गई है।
वेल्डिंग वर्टिकल सीम
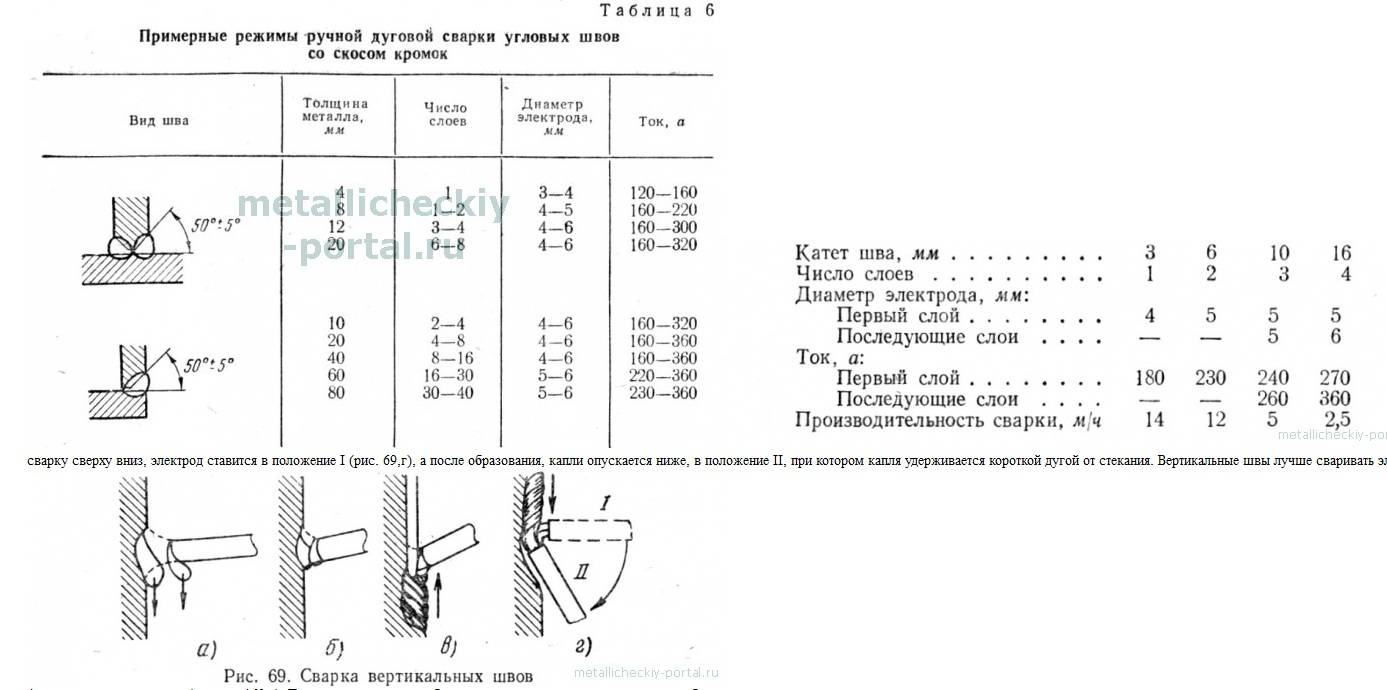
एक ऊर्ध्वाधर स्थिति में भागों की वेल्डिंग के दौरान, पिघली हुई धातु गुरुत्वाकर्षण की क्रिया के तहत नीचे की ओर खिसक जाती है। बूंदों को निकलने से रोकने के लिए, एक छोटे चाप का उपयोग किया जाता है (इलेक्ट्रोड की नोक वेल्ड पूल के करीब है)। कुछ शिल्पकार, यदि इलेक्ट्रोड अनुमति देते हैं (चिपके नहीं), तो आम तौर पर उन्हें भाग पर झुका दिया जाता है।
धातु की तैयारी (ग्रूविंग) संयुक्त के प्रकार और वेल्ड किए जाने वाले भागों की मोटाई के अनुसार की जाती है। फिर उन्हें एक पूर्व निर्धारित स्थिति में तय किया जाता है, जो छोटे अनुप्रस्थ सीम के साथ कई सेंटीमीटर के एक कदम से जुड़ा होता है - "कील"। ये सीम भागों को हिलने नहीं देते हैं।
एक ऊर्ध्वाधर सीम को ऊपर से नीचे या नीचे से ऊपर तक वेल्ड किया जा सकता है। नीचे से ऊपर तक काम करना अधिक सुविधाजनक है: इस तरह चाप वेल्ड पूल को ऊपर धकेलता है, इसे नीचे जाने से रोकता है। इससे गुणवत्तायुक्त सीम बनाना आसान हो जाता है।
नीचे से ऊपर तक एक ऊर्ध्वाधर सीम कैसे वेल्ड करें: इलेक्ट्रोड की स्थिति और संभावित आंदोलनों
यह वीडियो दिखाता है कि विद्युत वेल्डिंग द्वारा एक ऊर्ध्वाधर सीम को ठीक से कैसे वेल्ड किया जाता है, जिसमें इलेक्ट्रोड को नीचे से ऊपर तक बिना अलग किए स्थानांतरित किया जाता है। शॉर्ट रोल तकनीक का भी प्रदर्शन किया जाता है। इस मामले में, इलेक्ट्रोड की गति केवल ऊपर और नीचे होती है, क्षैतिज विस्थापन के बिना, सीम लगभग सपाट होता है।
एक चाप पृथक्करण के साथ भागों को ऊर्ध्वाधर स्थिति में जोड़ना संभव है। नौसिखिए वेल्डर के लिए, यह अधिक सुविधाजनक हो सकता है: जुदाई के समय, धातु के पास ठंडा होने का समय होता है। इस पद्धति के साथ, आप इलेक्ट्रोड को वेल्डेड क्रेटर के शेल्फ पर भी रख सकते हैं। ये तो और आसान है। आंदोलनों का पैटर्न लगभग बिना ब्रेक के समान है: अगल-बगल से, छोरों या "शॉर्ट रोलर" के साथ - ऊपर और नीचे।
एक अंतराल के साथ एक ऊर्ध्वाधर सीम कैसे पकाने के लिए, अगला वीडियो देखें। वही वीडियो ट्यूटोरियल सीम के आकार पर वर्तमान ताकत के प्रभाव को दिखाता है। सामान्य तौर पर, किसी दिए गए प्रकार के इलेक्ट्रोड और धातु की मोटाई के लिए वर्तमान 5-10 ए कम होना चाहिए। लेकिन, जैसा कि वीडियो में दिखाया गया है, यह हमेशा सच नहीं होता है और प्रयोगात्मक रूप से निर्धारित किया जाता है।
कभी-कभी एक ऊर्ध्वाधर सीम को ऊपर से नीचे तक वेल्डेड किया जाता है। इस मामले में, चाप शुरू करते समय, इलेक्ट्रोड को वेल्ड करने के लिए सतहों के लंबवत पकड़ें। इस स्थिति में प्रज्वलन के बाद, धातु को गर्म करें, फिर इलेक्ट्रोड को कम करें और इस स्थिति में पकाएं। एक ऊर्ध्वाधर सीम को ऊपर से नीचे तक वेल्डिंग करना बहुत सुविधाजनक नहीं है, इसके लिए वेल्ड पूल के अच्छे नियंत्रण की आवश्यकता होती है, लेकिन इस तरह आप अच्छे परिणाम प्राप्त कर सकते हैं।
ऊपर से नीचे तक इलेक्ट्रिक वेल्डिंग द्वारा एक ऊर्ध्वाधर सीम को कैसे वेल्ड करें: इलेक्ट्रोड की स्थिति और इसकी नोक की गति
क्षैतिज सीम कैसे वेल्ड करें
एक ऊर्ध्वाधर विमान पर एक क्षैतिज सीम को दाएं से बाएं और बाएं से दाएं दोनों ओर ले जाया जा सकता है। कोई फर्क नहीं पड़ता कि यह किसके लिए अधिक सुविधाजनक है, वह ऐसे ही खाना बनाती है। जैसे कि एक ऊर्ध्वाधर सीम को वेल्डिंग करते समय, स्नान नीचे की ओर जाएगा। इसलिए, इलेक्ट्रोड के झुकाव का कोण काफी बड़ा है। इसे गति और वर्तमान मापदंडों के आधार पर चुना जाता है।मुख्य बात यह है कि स्नान जगह पर रहता है।
वेल्डिंग क्षैतिज सीम: इलेक्ट्रोड की स्थिति और गति
यदि धातु नीचे बहती है, तो गति की गति बढ़ाएं, धातु को कम गर्म करें। दूसरा तरीका है आर्क ब्रेक बनाना। इन छोटे अंतरालों के दौरान, धातु थोड़ा ठंडा हो जाता है और बहता नहीं है। आप करंट को थोड़ा कम भी कर सकते हैं। केवल इन सभी उपायों को चरणों में लागू किया जाता है, और सभी को एक साथ नहीं।
नीचे दिया गया वीडियो दिखाता है कि क्षैतिज स्थिति में धातु को ठीक से कैसे वेल्ड किया जाए। वीडियो का दूसरा भाग ऊर्ध्वाधर सीम के बारे में है।
सीलिंग सीम
इस प्रकार का वेल्डेड जोड़ सबसे कठिन है। उच्च कौशल और वेल्ड पूल के अच्छे नियंत्रण की आवश्यकता है। इस सीम को करने के लिए, इलेक्ट्रोड को छत पर समकोण पर रखा जाता है। चाप छोटा है, गति की गति स्थिर है। मुख्य रूप से परिपत्र आंदोलनों का प्रदर्शन करें जो सीम का विस्तार करते हैं।








इलेक्ट्रिक वेल्डिंग के लिए सुरक्षा सावधानियां
धातु की इलेक्ट्रिक वेल्डिंग न केवल गर्मी, चिंगारी आदि की रिहाई के साथ होती है। यदि अनुचित तरीके से संभाला जाता है, तो आपको आसानी से बिजली का झटका लग सकता है।
इसलिए, पहली बार इलेक्ट्रोड धारक को पकड़ने से पहले, निम्नलिखित कई आवश्यकताओं को पूरा करें:
- अपनी आंखों की रक्षा करें। इन उद्देश्यों के लिए, वेल्डर या उनके पूर्ववर्तियों के लिए विशेष मास्क हैं, हल्के फिल्टर के साथ ढाल;
- चौग़ा में काम करना सुनिश्चित करें, यह गैर-दहनशील सामग्री से बना होना चाहिए, हाथ और पैर को ढंकना चाहिए;
- रबरयुक्त जूते और दस्ताने, वेल्डर की लेगिंग का प्रयोग करें। इस तरह आप बिजली के झटके के जोखिम को कम करते हैं।
हमें यह नहीं भूलना चाहिए कि बिजली की वेल्डिंग, अन्य बातों के अलावा, बिजली के झटके से भी खतरनाक है। इसलिए, हल्की बारिश होने पर भी सड़क पर वेल्डिंग करके खाना बनाना असंभव है। इसके अलावा, आप ईंधन, गैस आदि से कंटेनरों में खाना नहीं बना सकते हैं।अपनी बाहों और पैरों की सुरक्षा के लिए हमेशा रबरयुक्त चौग़ा पहनें।

आज, घरेलू वेल्डिंग के लिए, इनवर्टर का सबसे अधिक उपयोग किया जाता है। ये हल्के और मोबाइल उपकरण हैं जो स्टील, कच्चा लोहा और स्टेनलेस स्टील को वेल्ड कर सकते हैं।
वेल्डिंग की तैयारी
इलेक्ट्रिक वेल्डिंग प्रशिक्षण एक व्यावहारिक प्रक्रिया है जिसके लिए कुछ प्रशिक्षण की आवश्यकता होती है। सबसे पहले आपको सुरक्षा का ध्यान रखना होगा। वेल्डर का काम काफी खतरनाक होता है:
- पिघली हुई धातु के छींटे से जलने की संभावना;
- उच्च तापमान पर जहरीले स्राव के साथ जहर;
- बिजली के झटके की संभावना;
- सुरक्षा चश्मा न पहनने पर आंखों में चोट लगना।

इलेक्ट्रिक वेल्डिंग के लिए उपकरण और उपकरण का सही चुनाव एक सुरक्षित प्रक्रिया की कुंजी है। वेल्डिंग कार्य के लिए आपको आवश्यकता होगी:
घने कपड़े से बना सूट, पूरी तरह से शरीर, हाथ और पैर को ढंकना;
आंखों की सुरक्षा के लिए विशेष चश्मे का उपयोग किया जा सकता है, लेकिन हम मास्क पर ध्यान देने की सलाह देते हैं। वे चेहरे की रक्षा भी करेंगे और वेल्डिंग प्रक्रिया में सुरक्षित रहेंगे;
वेल्डिंग के लिए गुणवत्ता वाले उपकरण;
इलेक्ट्रोड;
संभावित आग को खत्म करने के लिए पानी की एक बाल्टी;
वेल्डिंग के लिए सही जगह
बेहतर होगा कि आप बाहर रहें और आस-पास की सभी ज्वलनशील वस्तुओं को हटा दें।
आधुनिक बाजार इलेक्ट्रिक वेल्डिंग मशीनों के विस्तृत चयन का प्रतिनिधित्व करता है, जिनमें से विविधता तीन मुख्य प्रकारों में आती है:
- एक ट्रांसफार्मर जो वेल्डिंग के लिए प्रत्यावर्ती धारा को परिवर्तित करता है। इस प्रकार की वेल्डिंग मशीन अक्सर एक स्थिर विद्युत चाप नहीं देती है, लेकिन बहुत अधिक वोल्टेज खाती है;
- रेक्टिफायर उपभोक्ता नेटवर्क से डायरेक्ट करंट में कनवर्ट करता है।ये उपकरण उच्च स्थिरता का विद्युत चाप प्राप्त करने की अनुमति देते हैं;
- इन्वर्टर आपको वेल्डिंग के लिए घरेलू नेटवर्क से करंट को डायरेक्ट करंट में बदलने की अनुमति देता है। इन इकाइयों को चाप प्रज्वलन में आसानी और उच्च प्रदर्शन की विशेषता है।
शुरुआती के लिए वेल्डिंग: वीडियो ट्यूटोरियल - बारीकियों को देखें और सीखें।
शुरुआती लोगों को सलाह दी जाती है कि वे ठोस छड़ जैसे इलेक्ट्रोड चुनें जो एक उपभोज्य संरचना के साथ लेपित हों। नौसिखिए वेल्डर के लिए ऐसे इलेक्ट्रोड के साथ एक समान सीम बनाना आसान होगा। शुरुआत के लिए छड़ का आकार 3 मिमी है।
टिप्स: इलेक्ट्रिक वेल्डिंग से खुद खाना बनाना कैसे सीखें
एक धातु संरचना को 1 दिन में अपने आप वेल्ड करना काफी संभव है यदि आप जानते हैं कि कितने इलेक्ट्रोड की आवश्यकता है, जिन्हें आपको उपयोग करने की आवश्यकता है, और बशर्ते कि उत्पाद बहुत बड़ा न हो।
और आपको खुद खाना बनाना सीखने के लिए और क्या ध्यान रखने की जरूरत है:
एक वेल्डर के लिए न केवल सही ढंग से काम करना महत्वपूर्ण है, बल्कि मूल बातें भी सीखना है, विशेष रूप से, किसी विशेष सामग्री के लिए किस प्रकार के संचालन की आवश्यकता होती है, क्योंकि धातु स्टील, मिश्र धातु या कपड़े जैसे कि धातु का रंग हो सकता है। .
उन तरीकों का अध्ययन करना सुनिश्चित करें जिनके द्वारा आप एक विशिष्ट सीम बना सकते हैं।
इलेक्ट्रोड और वेल्डिंग तार की पसंद के लिए सही ढंग से संपर्क करना आवश्यक है।
यदि शुरू में उच्चतम श्रेणी के पेशेवर बनने की आवश्यकता नहीं है, तो आप स्वयं वेल्डिंग सीख सकते हैं यदि आप वीडियो ट्यूटोरियल, सीम के साथ चित्र देखते हैं, और पेशेवरों की सलाह का भी अध्ययन करते हैं। प्रशिक्षण लंबा होगा, लेकिन संभवतः उत्पादक होगा, खासकर यदि आप धीरे-धीरे काम के अनुभव की मात्रा में वृद्धि करते हुए सीम बनाने की कोशिश करते हैं।

बहुत से लोग एक रेज़ैंट का उपयोग करना पसंद करते हैं, क्योंकि तकनीक लंबे समय तक भार का सामना कर सकती है, जो आपको मामले को जल्दी से समाप्त करने की अनुमति देती है। वेल्डिंग के साथ काम करने के पहले प्रयासों में, वास्तविक इन्वर्टर का उपयोग करना बेहतर होता है, और उसके बाद ही, महान अनुभव के साथ, यह किसी अन्य डिवाइस के साथ संभव है। इलेक्ट्रोड के संबंध में, "3" चुनना उचित है। उनका उपयोग करना आसान है, और सबसे महत्वपूर्ण बात यह है कि वे बिजली नेटवर्क को अधिभारित नहीं करते हैं।
सामान्य तौर पर, वेल्डिंग उपकरण को प्रकारों में विभाजित किया जाता है - ट्रांसफार्मर, रेक्टिफायर, इन्वर्टर। इनवर्टर के पीछे क्यों रहती है लोकप्रियता? वे कॉम्पैक्ट, हल्के वजन और शुरुआत के लिए संभालना बहुत आसान हैं। वेल्डिंग सीखने के पहले चरणों में, यह सरल प्रकार की धातु और अधिमानतः यहां तक कि तत्वों को लेने के लायक है ताकि कार्य को जटिल न किया जा सके।






वेल्डिंग से पहले, आपको तैयार करने की आवश्यकता है:
- पानी के साथ बाल्टी;
- स्लैग मंथन के लिए हथौड़ा;
- लोहे का ब्रश;
- एक मुखौटा जो चेहरे और गर्दन के क्षेत्र की रक्षा करता है;
- कैनवास के प्रज्वलन और बर्नआउट को रोकने के लिए एक रचना के साथ लगाए गए विशेष कपड़े से बने दस्ताने;
- लंबी आस्तीन के साथ विशेष कपड़े।
यह मत भूलो कि वेल्डेड व्यवसाय एक आग का खतरा है, और इसलिए गंभीर परिणामों को बाहर करने के लिए पास में दहनशील या ज्वलनशील वस्तुएं होना सख्त मना है।
मैनुअल आर्क वेल्डिंग तकनीक। वेल्डिंग करके कैसे पकाएं
व्यावहारिक अभ्यास शुरू करने से पहले, मैं आपको एक बार फिर से सुरक्षा सावधानियों के बारे में याद दिलाना चाहूंगा। कार्यस्थल के पास कोई लकड़ी का कार्यक्षेत्र और ज्वलनशील सामग्री नहीं है। कार्यस्थल पर पानी का पात्र अवश्य रखें। आग के जोखिम से अवगत रहें।
वेल्डिंग द्वारा ठीक से वेल्ड करने का तरीका जानने के लिए, हम आपके ध्यान में विस्तृत निर्देश और वेल्डिंग प्रक्रिया का एक वीडियो प्रस्तुत करते हैं।
पहले चाप पर प्रहार करने का प्रयास करें और इसे आवश्यक समय के लिए पकड़ें। ऐसा करने के लिए, हमारी सलाह का पालन करें:
- धातु के ब्रश का उपयोग करके, गंदगी और जंग से वेल्ड किए जाने वाले भागों की सतहों को साफ करना आवश्यक है। यदि आवश्यक हो, तो उनके किनारों को एक दूसरे के साथ समायोजित किया जाता है।
- इलेक्ट्रिक वेल्डिंग द्वारा डायरेक्ट करंट के साथ सही तरीके से खाना बनाना सीखना सबसे अच्छा है, इसलिए "पॉजिटिव" टर्मिनल को भाग से कनेक्ट करें, क्लैंप में इलेक्ट्रोड स्थापित करें, और वेल्डिंग मशीन पर आवश्यक करंट स्ट्रेंथ सेट करें।
- इलेक्ट्रोड को वर्कपीस के संबंध में लगभग 60 डिग्री के कोण पर झुकाएं और धीरे-धीरे इसे धातु की सतह के ऊपर से गुजारें। यदि चिंगारी दिखाई देती है, तो विद्युत चाप को प्रज्वलित करने के लिए छड़ के सिरे को 5 मिमी ऊपर उठाएं। शायद आप इलेक्ट्रोड के किनारे पर कोटिंग या स्लैग की एक परत के कारण स्पार्क प्राप्त करने में विफल रहे। इस मामले में, इलेक्ट्रोड की नोक के साथ भाग को टैप करें, जैसा कि वीडियो में सुझाव दिया गया है कि इलेक्ट्रिक वेल्डिंग के साथ ठीक से कैसे वेल्ड किया जाए। उभरते हुए चाप को पूरी वेल्डिंग प्रक्रिया के दौरान 5 मिमी वेल्डिंग गैप के साथ बनाए रखा जाता है।
- यदि चाप बहुत अनिच्छा से जलता है, और इलेक्ट्रोड हर समय धातु की सतह पर चिपक जाता है, तो धारा को 10-20 ए बढ़ा दें। यदि इलेक्ट्रोड चिपक जाता है, तो धारक को अगल-बगल से हिलाएं, संभवतः बल से भी।
- याद रखें कि रॉड हर समय जलती रहेगी, इसलिए केवल 3-5 मिमी का अंतर बनाए रखने से आप एक स्थिर चाप रख पाएंगे।
चाप पर प्रहार करना सीख लेने के बाद, अगल-बगल से 3-5 मिमी के आयाम के साथ गति करते हुए, धीरे-धीरे इलेक्ट्रोड को अपनी ओर ले जाने का प्रयास करें।परिधि से पिघल को वेल्ड पूल के केंद्र की ओर निर्देशित करने का प्रयास करें। लगभग 5 सेमी लंबे सीम को वेल्डिंग करने के बाद, इलेक्ट्रोड को हटा दें और भागों को ठंडा होने दें, फिर स्लैग को नीचे गिराने के लिए जंक्शन पर हथौड़े से टैप करें। सही सीम में क्रेटर और विषमताओं के बिना एक अखंड लहरदार संरचना होती है।
सीम की शुद्धता सीधे चाप के आकार और वेल्डिंग के दौरान इलेक्ट्रोड की सही गति पर निर्भर करती है। सुरक्षात्मक फिल्टर का उपयोग करके फिल्माए गए वेल्डिंग द्वारा खाना पकाने के तरीके पर एक वीडियो देखें। ऐसे वीडियो में, आप स्पष्ट रूप से देख सकते हैं कि चाप को कैसे बनाए रखा जाए और उच्च गुणवत्ता वाली सीम प्राप्त करने के लिए इलेक्ट्रोड को कैसे स्थानांतरित किया जाए। हम निम्नलिखित सिफारिशें कर सकते हैं:
- चाप की आवश्यक लंबाई अक्ष के साथ रॉड के अनुवाद संबंधी आंदोलन द्वारा बनाए रखी जाती है। पिघलने के दौरान, इलेक्ट्रोड की लंबाई कम हो जाती है, इसलिए आवश्यक निकासी को देखते हुए, धारक को रॉड के साथ लगातार भाग के करीब लाना आवश्यक है। कई वीडियो में इस बात पर जोर दिया गया है कि कैसे खाना बनाना सीखें।
- इलेक्ट्रोड का अनुदैर्ध्य आंदोलन तथाकथित फिलामेंट रोलर का एक बयान बनाता है, जिसकी चौड़ाई आमतौर पर रॉड के व्यास से 2-3 मिमी अधिक होती है, और मोटाई गति की गति और वर्तमान ताकत पर निर्भर करती है। थ्रेड रोलर एक वास्तविक संकीर्ण वेल्ड है।
- सीम की चौड़ाई बढ़ाने के लिए, इलेक्ट्रोड को अपनी रेखा के पार ले जाया जाता है, जो दोलनशील पारस्परिक आंदोलनों को अंजाम देता है। वेल्ड की चौड़ाई उनके आयाम के परिमाण पर निर्भर करेगी, इसलिए विशिष्ट परिस्थितियों के आधार पर आयाम का परिमाण निर्धारित किया जाता है।
वेल्डिंग प्रक्रिया एक जटिल पथ बनाने के लिए इन तीन आंदोलनों के संयोजन का उपयोग करती है।
इलेक्ट्रिक वेल्डिंग के साथ वेल्ड करने के तरीके पर वीडियो की समीक्षा करने और ऐसे प्रक्षेपवक्र के आरेखों का अध्ययन करने के बाद, आप यह पता लगा सकते हैं कि उनमें से किसका उपयोग ओवरलैप या बट वेल्डिंग के लिए किया जा सकता है, भागों की ऊर्ध्वाधर या छत व्यवस्था आदि के साथ।
ऑपरेशन के दौरान, इलेक्ट्रोड जल्दी या बाद में पूरी तरह से पिघल जाएगा। इस मामले में, वेल्डिंग बंद कर दी जाती है और धारक में रॉड को बदल दिया जाता है। काम जारी रखने के लिए, स्लैग को नीचे गिरा दिया जाता है और सीम के अंत में बने गड्ढे से 12 मिमी की दूरी पर एक चाप को आग लगा दी जाती है। फिर पुराने सीम का अंत एक नए इलेक्ट्रोड के साथ जुड़ जाता है और काम जारी रहता है।
चाप वेल्डिंग
राष्ट्रीय अर्थव्यवस्था के सभी क्षेत्रों में और धातु संरचनाओं के तत्वों में शामिल होने के लिए रोजमर्रा की जिंदगी में मैनुअल आर्क वेल्डिंग का व्यापक रूप से उपयोग किया जाता है। अन्य प्रकार के वेल्डेड जोड़ों की तुलना में इसके विशिष्ट गुण हैं:
- वेल्डिंग मशीन और उपभोग्य सामग्रियों की अपेक्षाकृत कम लागत, जो इलेक्ट्रोड हैं।
- स्टेनलेस मिश्र धातुओं सहित धातुओं के सामान्य ग्रेड के उच्च गुणवत्ता वाले वेल्डेड जोड़ों को प्राप्त करना।
- कई कठिन-से-पहुंच स्थानों में वेल्डिंग कार्य करने की क्षमता - यह कम वजन और उपकरण को बिजली से जोड़ने में आसानी से सुगम है।

चावल। 7 एक पतली प्रोफ़ाइल पाइप वेल्डिंग - सीम का प्रकार
इलेक्ट्रिक आर्क वेल्डिंग का उपयोग करके कार्य करने में निम्नलिखित चरण होते हैं:
- पाइप के सिरों को वेल्डिंग के लिए तैयार किया जाता है, इसके लिए उन्हें जंग से साफ किया जाता है, जिसके बाद पिघले हुए इलेक्ट्रोड से धातु के साथ सीम को भरने के लिए रिक्त स्थान को आवश्यक दूरी पर सेट किया जाता है, अक्सर इसके लिए विशेष उपकरणों का उपयोग किया जाता है।
- वेल्डिंग मशीन को चालू किया जाता है, अंतर्निहित संकेतक के अनुसार आवश्यक करंट सेट करते हुए, इलेक्ट्रोड को वेल्डिंग मशीन से जुड़े धारक में डाला जाता है, दूसरा छोर पाइप पर तय किया जाता है।
- एक दूसरे के सापेक्ष वेल्डेड किए जाने वाले भागों की स्थिति स्पॉट वेल्डिंग (कील) द्वारा तय की जाती है, जिसके बाद वेल्डर के सुरक्षात्मक कपड़ों, एक मुखौटा और दस्ताने का उपयोग करके इलेक्ट्रिक वेल्डिंग की जाती है।
- काम के अंत में, पैमाने को खटखटाया जाता है और सीम को धातु के ब्रश से साफ किया जाता है।
सेमी-ऑटोमैटिक मेटल इनर्ट गैस वेल्डिंग (MIG)
आधुनिक तकनीकों के लिए धन्यवाद, घरेलू परिस्थितियों में सबसे सरल तरीके से प्रोफाइल उत्पादों को वेल्ड करना संभव हो गया है, जिसमें वेल्डर के रूप में अधिक अनुभव और कई वर्षों के प्रशिक्षण की आवश्यकता नहीं होती है।
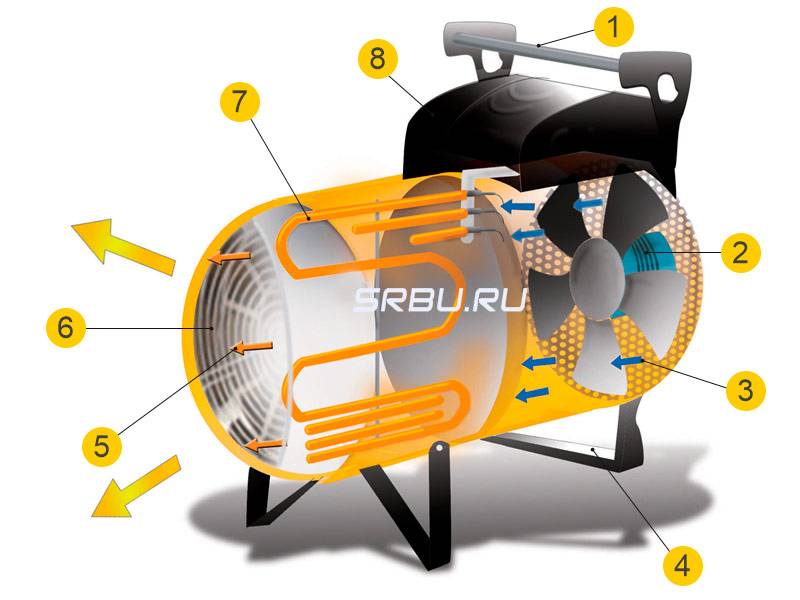
चावल। 8 मिग कैसे काम करता है
अर्ध-स्वचालित अक्रिय गैस वेल्डिंग (MIG) पारंपरिक आर्क वेल्डिंग के विकास में एक विकासवादी कदम है, जिसकी तुलना में इसके निम्नलिखित फायदे हैं:
- इलेक्ट्रोड के बजाय, 0.6 से 1.2 मिमी के व्यास के साथ एक विशेष तार स्वचालित रूप से मशाल के माध्यम से वेल्ड पूल में खिलाया जाता है, रीलों में घाव होता है - यह प्रक्रिया को स्वचालित करता है और इलेक्ट्रोड बदलने के समय को कम करता है।
- तार के साथ, एक अक्रिय गैस (आमतौर पर कार्बन डाइऑक्साइड और आर्गन का मिश्रण) को वेल्डिंग आस्तीन के माध्यम से बर्नर को आपूर्ति की जाती है - यह स्लैग के गठन को रोकता है और वेल्ड की गुणवत्ता में सुधार करता है।
इस तकनीक के लिए धन्यवाद, इलेक्ट्रिक आर्क वेल्डिंग मशीनों पर अर्ध-स्वचालित वेल्डिंग के निम्नलिखित फायदे हैं:
- आपको 0.5 मिमी की मोटाई के साथ पतली वर्कपीस को वेल्ड करने की अनुमति देता है।
- स्टील, स्टेनलेस स्टील, कच्चा लोहा, एल्यूमीनियम और अलौह धातुओं को पकाता है।
- काम करते समय, कोई स्लैग नहीं होता है और व्यावहारिक रूप से कोई धुआं नहीं होता है - यह स्वास्थ्य के लिए कम हानिकारक है, इलेक्ट्रिक आर्क विधियों की तुलना में सीम की गुणवत्ता में सुधार करता है।
एमआईजी के नुकसान में भारीपन (बर्नर के लिए एक बड़े गैस सिलेंडर और एक तार आपूर्ति प्रणाली की आवश्यकता होती है) और वेल्डिंग क्षेत्र से गैस को बाहर निकालने वाली तेज हवाओं में काम करने की असंभवता शामिल है।
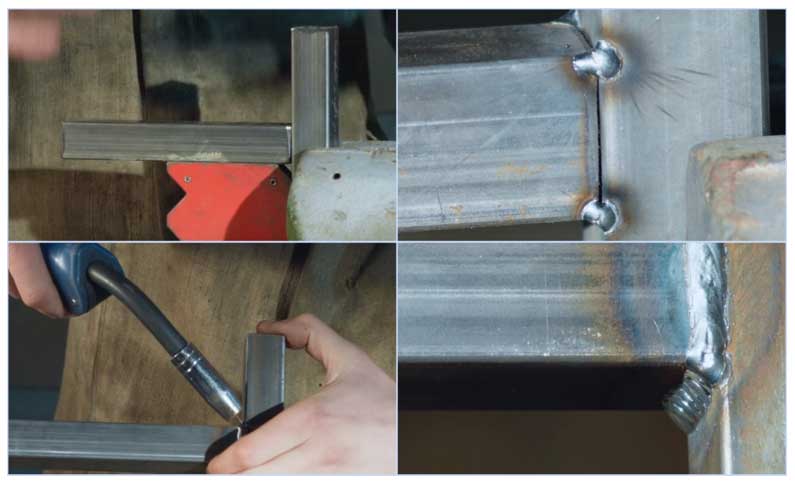
चावल। 9 एक निष्क्रिय गैस वातावरण में पतली दीवार वाले प्रोफाइल पाइप की वेल्डिंग
औज़ार
मैनुअल आर्क वेल्डिंग की तकनीक अपेक्षाकृत सरल है और इसे विशेष उपकरण और इलेक्ट्रोड का उपयोग करके किया जाता है। आपको सहायक उपकरण और सुरक्षात्मक उपकरण की भी आवश्यकता होगी।





उपकरण प्रकार
तीन प्रकार के उपकरण हैं जिनका उपयोग डू-इट-खुद आर्क वेल्डिंग के लिए किया जा सकता है:
- ट्रांसफार्मर ऐसे उपकरणों के संचालन का सिद्धांत प्रत्यावर्ती धारा पर आधारित है। यह ध्यान दिया जाना चाहिए कि वे काफी भारी हैं, सामान्य विद्युत नेटवर्क में वोल्टेज में अचानक परिवर्तन करने में सक्षम हैं और बहुत शोर हैं। एक ट्रांसफॉर्मर पर एक समान सीम बनाना काफी मुश्किल है, केवल अनुभवी वेल्डर ही इसे कर सकते हैं। लेकिन अगर नौसिखिए कारीगरों को ट्रांसफॉर्मर का उपयोग करके आर्क वेल्डिंग में प्रशिक्षित किया जाता है, तो अन्य उपकरणों के साथ काम करना बहुत आसान हो जाएगा;
- दिष्टकारी। उपकरणों का संचालन अर्धचालक डायोड द्वारा प्रदान किया जाता है। इस प्रकार की इकाइयाँ प्रत्यावर्ती धारा को दिष्ट धारा में बदल देती हैं। ये बहुमुखी उपकरण हैं। लगभग सभी इलेक्ट्रोड उनके लिए उपयुक्त हैं और विभिन्न धातुओं पर वेल्डिंग की जा सकती है। एक ट्रांसफॉर्मर की तुलना में, वेल्डिंग प्रक्रिया बहुत आसान है और चाप स्थिरता बनाए रखी जाती है;
- इनवर्टर। वे लगभग चुपचाप काम करते हैं। कॉम्पैक्टनेस और स्वचालित समायोजन प्रणाली के कारण उपयोग में आसान।ऑपरेशन के दौरान, डिवाइस प्रत्यावर्ती धारा को परिवर्तित करके एक उच्च शक्ति प्रत्यक्ष धारा उत्पन्न करता है।
सभी उपकरणों में इनवर्टर को सबसे अच्छा माना जाता है। वे पावर सर्ज के दौरान भी एक स्थिर चाप बनाते हैं और बहुक्रियाशील होते हैं।
औज़ार
इलेक्ट्रिक आर्क वेल्डिंग के साथ वेल्डिंग करने से पहले, आपको पहले व्यक्तिगत सुरक्षा उपकरण और उपकरण तैयार करने होंगे:
- वेल्डिंग और इलेक्ट्रोड के लिए उपकरण। जो लोग अभी वेल्डिंग कौशल सीख रहे हैं उन्हें अधिक इलेक्ट्रोड तैयार करने चाहिए;
- सहायक उपकरण। आर्क वेल्डिंग तकनीक में वेल्डिंग के दौरान उत्पन्न होने वाले स्लैग को हटाना शामिल है, और इसके लिए आपको धातु के लिए एक हथौड़ा और ब्रश की आवश्यकता होती है;
- सुरक्षात्मक पोशाक। एक विशेष मुखौटा, दस्ताने और घने सामग्री से बने सुरक्षात्मक कपड़ों के बिना वेल्डिंग शुरू न करें। ऐसे साधनों की उपेक्षा करने लायक नहीं है, क्योंकि मानव सुरक्षा उन पर निर्भर करती है।
यदि आप पहली बार डिवाइस के साथ काम कर रहे हैं और सीखना चाहते हैं कि मैनुअल आर्क वेल्डिंग द्वारा ठीक से कैसे वेल्ड किया जाए, तो प्रशिक्षण धातु तत्वों को पूर्व-तैयार करने की अनुशंसा की जाती है।
आम धोखेबाज़ गलतियाँ
चाप वेल्डिंग की योजना।
शुरुआती वेल्डरों के लिए वेल्डिंग उपकरण के उपयोग के संबंध में बुनियादी बातों की अज्ञानता से संबंधित गलतियाँ करना आम बात है। उदाहरण के लिए, शुरुआती लोगों को यह नहीं पता हो सकता है कि इन्वर्टर के साथ वेल्डिंग के लिए सही ध्रुवता कैसे चुनें, जिससे खराब कनेक्शन गठन या यहां तक कि भाग के जलने का कारण बन जाएगा।
निम्नलिखित मुख्य गलतियों को प्रतिष्ठित किया जा सकता है:
- सुरक्षा सावधानियों की उपेक्षा;
- वेल्डिंग मशीन का गलत विकल्प;
- निम्न-गुणवत्ता वाले या अप्रस्तुत इलेक्ट्रोड का उपयोग;
- ट्रायल सीम के बिना काम करें।
शुरुआती लोगों के लिए, एक विशेषता को अलग से नोट किया जाना चाहिए यदि आप वेल्डिंग द्वारा रेसेंट को पकाते हैं। यह उपकरण बहुत लोकप्रिय है, लेकिन इसमें छोटे कनेक्शन केबल हैं, जिनका उपयोग करना असुविधाजनक हो सकता है।
वेल्डिंग मशीन के प्रकार
बाजार में विभिन्न प्रकार की वेल्डिंग मशीनों के बड़ी संख्या में मॉडल हैं।
उनकी सभी किस्मों में से:
- ट्रांसफार्मर;
- दिष्टकारी;
- इनवर्टर;
- अर्ध-स्वचालित;
- स्वचालित मशीनें;
- प्लाज्मा;
एक घरेलू कार्यशाला में, ट्रांसफॉर्मर का उपयोग अक्सर उनके सस्तेपन के कारण और इनवर्टर उनकी सादगी और उपयोग में आसानी के कारण किया जाता है। बाकी को या तो काम के लिए विशेष परिस्थितियों की आवश्यकता होती है, जो केवल उत्पादन में प्राप्त होती है, या विशेष प्रशिक्षण और कौशल के दीर्घकालिक अधिग्रहण की आवश्यकता होती है।
ट्रांसफार्मर
ऐसे उपकरणों का उपकरण अत्यंत सरल है - यह एक शक्तिशाली स्टेप-डाउन ट्रांसफार्मर है, जिसमें द्वितीयक वाइंडिंग में एक कार्यशील विद्युत सर्किट शामिल होता है।

ट्रांसफार्मर वेल्डिंग मशीन
ट्रांसफार्मर लाभ:
- सरलता;
- उत्तरजीविता;
- सादगी;
- सस्तापन।
कमियां
- बहुत बड़ा वजन और आयाम;
- कम चाप स्थिरता;
- प्रत्यावर्ती धारा के साथ काम करना;
- बिजली उछाल का कारण बनता है।
इस तरह के एक उपकरण के लिए वेल्डर से कौशल और व्यापक अनुभव की आवश्यकता होती है। नौसिखिए वेल्डर को ठीक से वेल्ड करने का तरीका सिखाने के लिए, यह उपयुक्त नहीं है।
इन्वर्टर
इन्वर्टर उपकरण में बहुत अधिक जटिल डिज़ाइन होता है। इन्वर्टर यूनिट बार-बार इनपुट मेन वोल्टेज को परिवर्तित करता है, इसके मापदंडों को आवश्यक लोगों तक लाता है। उच्च-आवृत्ति धारा के परिवर्तन के कारण, ट्रांसफार्मर के आयाम और वजन कई गुना छोटे होते हैं।

पलटनेवाला
इन्वर्टर के लाभ:
- कम वजन और आयाम;
- सर्किट में स्थिर वोल्टेज और करंट;
- एंटी-स्टिकिंग और हॉट स्टार्ट के अतिरिक्त कार्य;
- वर्तमान और चाप मापदंडों को ठीक करने की क्षमता;
- आपूर्ति नेटवर्क में वोल्टेज वृद्धि का कारण नहीं बनता है।
इन्वर्टर के भी नुकसान हैं:
- उच्च कीमत;
- कम ठंढ प्रतिरोध।
इन्वर्टर से शुरुआत करना सही तरीके से खाना बनाना सीखना सबसे अच्छा है। चाप मापदंडों की स्थिरता और अतिरिक्त विशेषताएं जो "चिपके" को शुरू करना और रोकना आसान बनाती हैं, शुरुआती को सीम पर ध्यान केंद्रित करने और प्रौद्योगिकी को जल्दी से मास्टर करने की अनुमति देगा।



इलेक्ट्रिक वेल्डिंग तकनीक
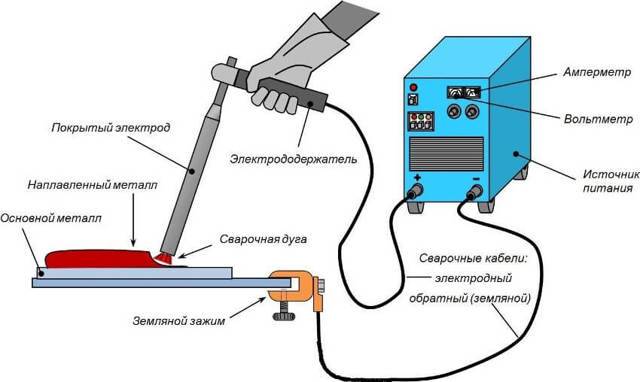
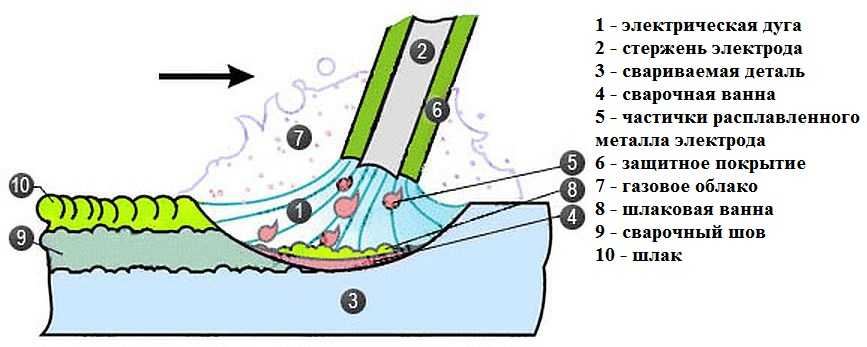
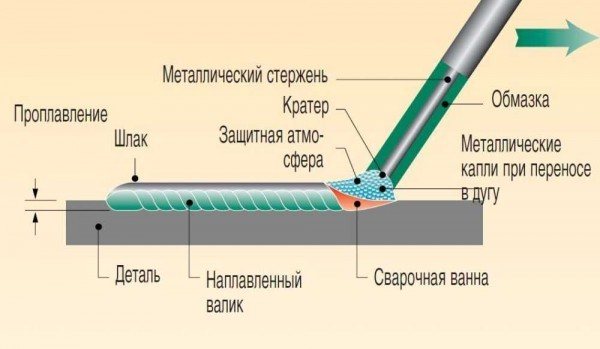
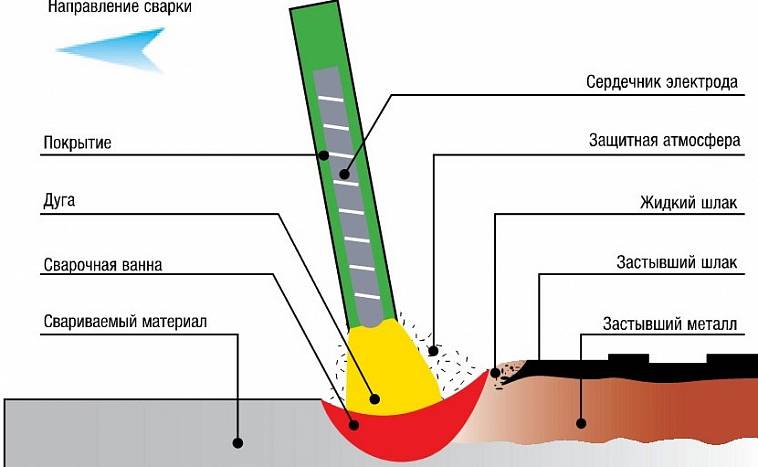
इलेक्ट्रिक वेल्डिंग एक ऐसी प्रक्रिया है जो धातु के पिघलने के ऊपर, उच्च तापमान के प्रभाव में होती है। वेल्डिंग के परिणामस्वरूप, धातु की सतह पर एक तथाकथित वेल्ड पूल बनता है, जो पिघला हुआ इलेक्ट्रोड से भर जाता है, इस प्रकार एक वेल्डिंग सीम बनाता है।
इसलिए, इलेक्ट्रिक वेल्डिंग के कार्यान्वयन के लिए मुख्य शर्तें इलेक्ट्रोड आर्क को प्रज्वलित करना है, धातु को वेल्ड करने के लिए वर्कपीस पर पिघलाना और इसके साथ वेल्ड पूल को भरना है। ऐसा प्रतीत होता है, सभी सरलता में, एक अप्रस्तुत व्यक्ति के लिए ऐसा करना बहुत कठिन है। सबसे पहले, आपको यह समझने की जरूरत है कि इलेक्ट्रोड कितनी जल्दी जलता है, और यह इसके व्यास और वर्तमान ताकत पर निर्भर करता है, और धातु वेल्डिंग के दौरान स्लैग को भेद करने में भी सक्षम होता है।
इसके अलावा, वेल्डिंग के दौरान (पक्ष की ओर से) एक समान गति और इलेक्ट्रोड की सही गति बनाए रखना आवश्यक है, ताकि वेल्ड चिकनी और विश्वसनीय हो, जो टूटने के भार का सामना करने में सक्षम हो।
चाप को कैसे रोशन करें
इलेक्ट्रिक वेल्डिंग के विकास की शुरुआत चाप के सही प्रज्वलन के साथ होनी चाहिए।धातु के एक अनावश्यक टुकड़े पर प्रशिक्षण सबसे अच्छा किया जाता है, लेकिन यह जंग नहीं होना चाहिए, क्योंकि यह कार्य को गंभीरता से जटिल करेगा और नौसिखिए वेल्डर को भ्रमित कर सकता है।
चाप शुरू करने के दो आसान तरीके हैं:
- वर्कपीस की सतह पर इलेक्ट्रोड को जल्दी से छूकर और फिर इसे 2-3 मिमी की दूरी तक खींचकर। यदि आप ऊपर धातु से इलेक्ट्रोड उठाते हैं, तो चाप गायब हो सकता है या बहुत अस्थिर हो सकता है;
- वेल्ड करने के लिए वर्कपीस की सतह पर इलेक्ट्रोड को मारना, जैसे कि आप एक माचिस जला रहे हों। इलेक्ट्रोड की नोक के साथ धातु को छूना आवश्यक है, और इसे सतह के साथ (वेल्डिंग साइट की ओर) 2-3 सेमी खींचें जब तक कि चाप प्रज्वलित न हो जाए।
आर्क इग्निशन की दूसरी विधि शुरुआती इलेक्ट्रिक वेल्डर के लिए सबसे उपयुक्त है, क्योंकि यह सबसे सरल है। इसके अलावा, धातु पर अल्पकालिक मार्गदर्शन इलेक्ट्रोड को गर्म करता है, और फिर इसके साथ खाना बनाना बहुत आसान हो जाता है।
चाप के प्रज्वलन के बाद, इसे वर्कपीस की सतह के जितना संभव हो उतना करीब रखा जाना चाहिए, 0.5 सेमी से अधिक की दूरी पर। इसके अलावा, इस दूरी को लगभग हर समय समान रखा जाना चाहिए, अन्यथा वेल्ड होगा बदसूरत और असमान हो।
वेल्डिंग गति
इलेक्ट्रोड की गति वेल्ड की जा रही धातु की मोटाई पर निर्भर करती है। तदनुसार, यह जितना पतला होगा, वेल्डिंग की गति उतनी ही तेज होगी, और इसके विपरीत। इसमें अनुभव समय के साथ आएगा, जब आप एक चाप को हल्का करना सीखेंगे और कम या ज्यादा खाना बनाना शुरू करेंगे। नीचे दिए गए चित्र उदाहरण के उदाहरण दिखाते हैं जिससे आप समझ सकते हैं कि वेल्डिंग किस गति से की गई थी।
यदि धीरे-धीरे, तो वेल्डिंग सीम मोटी हो जाती है, और इसके किनारों को दृढ़ता से पिघलाया जाता है।यदि, इसके विपरीत, इलेक्ट्रोड बहुत तेजी से संचालित होता है, तो सीम कमजोर और पतली होती है, साथ ही असमान भी होती है। सही वेल्डिंग गति पर, धातु वेल्ड पूल को पूरी तरह से भर देती है।
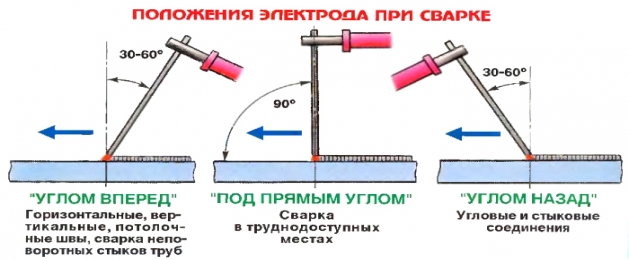
इसके अलावा, वेल्डिंग का अभ्यास करते समय, आपको धातु की सतह के संबंध में इलेक्ट्रोड के सही कोण की निगरानी करने की आवश्यकता होती है। कोण लगभग 70 डिग्री होना चाहिए और यदि आवश्यक हो तो बदला जा सकता है। वेल्ड के निर्माण के दौरान, इलेक्ट्रोड की गति एक तरफ से दूसरी तरफ अनुदैर्ध्य, अनुवादकीय और दोलक हो सकती है।
इनमें से प्रत्येक इलेक्ट्रोड अग्रणी तकनीक आपको वांछित सीम प्राप्त करने, इसकी चौड़ाई को कम करने या बढ़ाने और कुछ अन्य मापदंडों को बदलने की अनुमति देती है।