
- बाहरी धागे को कैसे काटें। पाइप और फिटिंग पर धागे काटना। मरना। क्लुप्प
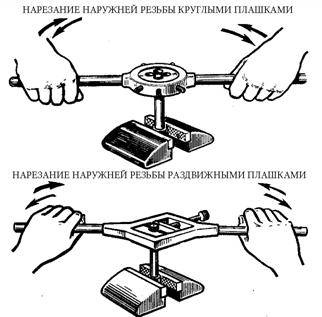
- राउंड डाई के साथ थ्रेडिंग (लर्क)।
- थ्रेडिंग के लिए क्लुप।
- धागा काटने की तकनीक।
- थ्रेडिंग के लिए शीतलन और स्नेहन।
- पेंच बोर्ड।
- पाइप और फिटिंग पर धागे काटना।
- पाइप पर धागे काटने के लिए क्लुप।
- हम अपने हाथों से नक्काशी करते हैं
- प्रशिक्षण
- बाहरी धागे को स्क्रू से काटना
- थ्रेड कटिंग डाई
- आंतरिक धागा काटना
- विधि 2. मैनुअल थ्रेडिंग
- थ्रेड असाइनमेंट और प्रयुक्त उपकरण
- प्रारंभिक चरण
- डाई के साथ धागा काटना
- klpp के साथ काम करना
- दोषपूर्ण धागों की उपस्थिति के लिए परिस्थितियाँ
- मैंने पाइप पर थ्रेड्स को लेरका, या स्क्रू क्लैंप से काट दिया।
- क्लुप क्या है?
- हम अपने हाथों से नक्काशी करते हैं
- प्रशिक्षण
- बाहरी धागे को स्क्रू से काटना
- थ्रेड कटिंग डाई
- आंतरिक धागा काटना
- थ्रेड टूल ओवरव्यू
- औद्योगिक उपकरण और थ्रेडिंग मशीन
- मैनुअल तरीके
- थ्रेडिंग के लिए उपयोग किए जाने वाले उपकरण
- हाथ से धागा काटना
बाहरी धागे को कैसे काटें। पाइप और फिटिंग पर धागे काटना। मरना। क्लुप्प
बाहरी धागे को कैसे काटें। पाइप और फिटिंग पर धागे काटना। मरना। क्लुप। 4.46/5 (89.23%) 13 . खो गया
एक बाहरी धागे को गोल या स्लाइडिंग डाई, साथ ही स्क्रू बोर्ड का उपयोग करके काटा जाता है। थ्रेड कटिंग मशीनों और मैन्युअल दोनों तरह से की जा सकती है।
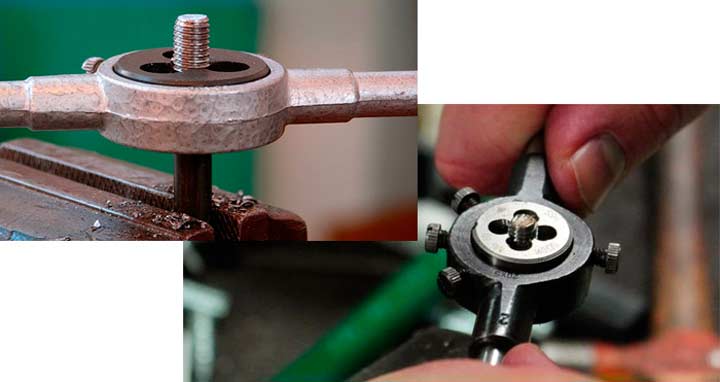
राउंड डाई के साथ थ्रेडिंग (लर्क)।
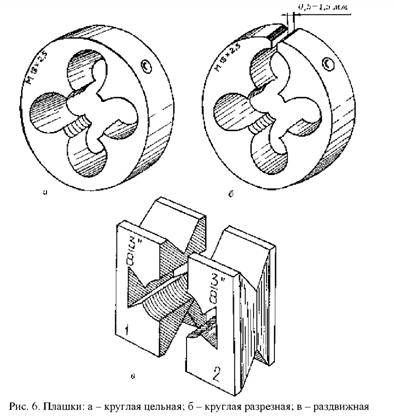
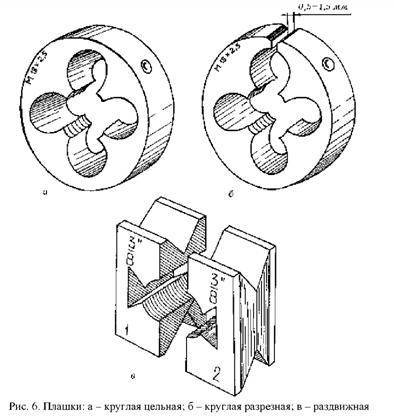
गोल डाई (लेहर्स) एक डिस्क होती है जिसमें कटे हुए छेद होते हैं। चिप्स को हटाने और किनारों को काटने के साथ पंख बनाने के लिए (चित्र 1), डाई में कई चिप छेद बनाए जाते हैं। डाई (लेहर्स) को लेरको होल्डर में डाला जाता है और स्क्रू से जकड़ा जाता है (चित्र 2)।
चावल। 1. गोल कट (लेरका) डाई।
चावल। 2. लेरको धारक:
1 - फ्रेम; 2 - संभाल; 3 - क्लैंपिंग स्क्रू।
कटी हुई छड़ का व्यास धागे के बाहरी व्यास से थोड़ा कम लिया जाता है और लेहर में प्रवेश करने के लिए शंकु के आकार का देखा जाता है। मीट्रिक या इंच के धागे काटने के लिए छड़ का विकल्प तालिका में दिया गया है। एक:
तालिका 1. थ्रेडेड बोल्ट के लिए शाफ्ट व्यास।
| मीट्रिक धागा | इंच धागा | ||
| मिमी . में बाहरी व्यास | मिमी . में स्टेम व्यास | बाहरी व्यास इंच में | मिमी . में स्टेम व्यास |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
स्लाइडिंग मर जाता है (चित्र 3, ए) एक कटे हुए छेद के साथ दो प्रिज्मीय हिस्सों से मिलकर बनता है। डाई होल के मध्य भाग में एक नाली बनाई जाती है, जो कटिंग किनारों को बनाती है।
चावल। 3. स्लाइडिंग डाई और क्रैकर्स:
एक थाली; बी - पटाखा।
थ्रेडिंग के लिए क्लुप।
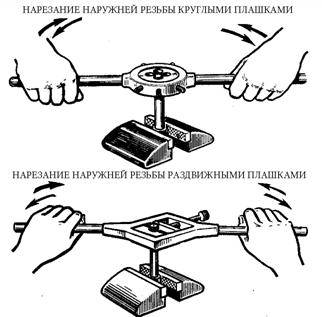
मरने के बन्धन के लिए, एक आयताकार या तिरछी फ्रेम के साथ एक स्क्रू क्लैंप का उपयोग किया जाता है (चित्र 4)। क्लुप के प्रिज्मीय प्रोट्रूशियंस मरने के खांचे में प्रवेश करते हैं, और किनारे से बोल्ट के साथ मर जाते हैं।
चावल। 4. क्लुप (तिरछा)
1 - फ्रेम; 2 - संभाल; 3 - क्लैंपिंग स्क्रू।
मरने पर बोल्ट के सीधे दबाव से बचने के लिए, मरने और बोल्ट के बीच एक तथाकथित क्रैकर स्थापित किया जाता है (चित्र 3, बी देखें), जिसमें मरने का आकार होता है।
धागा काटने की तकनीक।
प्रिज्मीय डाई के साथ काटना लर्क के साथ काटने से कुछ अलग है। मरने के साथ काटने पर, छड़ को शंकु में नहीं देखा जाता है, लेकिन मर जाता है अलग हो जाता है।
फिर उन्हें रॉड पर जकड़ दिया जाता है, जिसके सिरे को मरने के ऊपरी तल के साथ मेल खाना चाहिए। डाई को दाईं ओर और थोड़ा बाईं ओर मोड़कर थ्रेडिंग की जाती है।
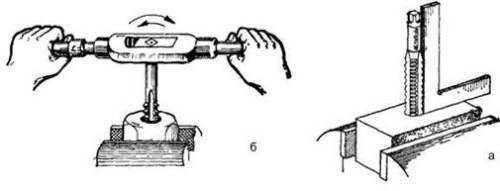
lerkoderzhatel और klupp की स्थिति कट रॉड के लिए सख्ती से लंबवत सेट की जाती है, अन्यथा धागा तिरछा और एकतरफा होगा।
थ्रेडिंग के लिए शीतलन और स्नेहन।
पर दोहन और मर जाता है चिकनाई होना चाहिए। स्नेहक के रूप में, आप एक नियमित इमल्शन का उपयोग कर सकते हैं, इमल्शन के एक भाग को एक सौ साठ भाग पानी में घोलकर। इसके अलावा, आप आवेदन कर सकते हैं: कच्चा लोहा - चरबी और मिट्टी के तेल के लिए; स्टील और पीतल के लिए, उबला हुआ और रेपसीड तेल और चरबी; लाल तांबे के लिए - चरबी और तारपीन; एल्यूमीनियम के लिए - मिट्टी का तेल।
धागे काटते समय मशीन और खनिज तेलों का उपयोग करने की अनुशंसा नहीं की जाती है, क्योंकि वे काटने के प्रतिरोध को बढ़ाकर, साफ छेद नहीं देते हैं और नल के तेजी से खराब होने और मर जाते हैं।
पेंच बोर्ड।
6 मिमी तक के व्यास वाले शिकंजा पर धागे काटने के लिए, स्क्रू बोर्ड का उपयोग किया जाता है। स्क्रू बोर्ड पर चिप के खांचे के साथ विभिन्न व्यास के कई कटे हुए छेद होते हैं, प्रत्येक छेद के लिए दो।
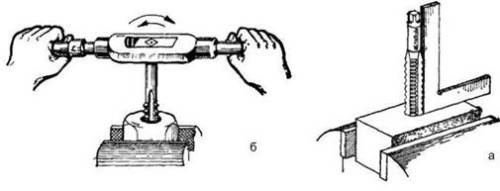
मरने के साथ थ्रेडिंग उसी तरह से की जाती है जैसे टैपिंग। रॉड को तेल के साथ चिकनाई में मजबूती से जकड़ा जाता है, और फिर डाई के साथ एक डाई को रॉड पर रखा जाता है, एक स्क्रू से जकड़ा जाता है और एक दिशा में एक पूर्ण मोड़ और दूसरी में आधा घुमाया जाता है। यदि रॉड आवश्यकता से अधिक मोटा है, तो इसे दर्ज किया जाना चाहिए।
बोल्ट के धागे को कुंडलाकार थ्रेड गेज या थ्रेड गेज से मापा जाता है।
पाइप और फिटिंग पर धागे काटना।
फिक्स्चर का उपयोग करके एक विशेष उपकरण के साथ पाइप और फिटिंग (पाइप के लिए भागों को जोड़ने) काटा जाता है।
पाइप पर धागे काटने के लिए क्लुप।
पाइप पर, धागे को एक विशेष स्क्रू थ्रेड (छवि 5) के साथ काटा जाता है। डिवाइस के अनुसार पाइप काटने के लिए डाई कटर साधारण डाई कटर से भिन्न होता है। इसके धारक के खांचों में चार स्टील की कंघियाँ प्रवेश करती हैं।










शीर्ष हैंडल को मोड़कर, उन्हें एक साथ लाया जा सकता है या अलग किया जा सकता है। इसलिए, विभिन्न व्यास के पाइपों को एक डाई से काटा जा सकता है। इसके अलावा, klupp में गाइड होते हैं जो निचले हैंडल द्वारा नियंत्रित होते हैं।
गाइड काटते समय पाइप पर डाई की सही स्थिति सुनिश्चित करते हैं।
चावल। 5. पाइप काटने के लिए क्लुप।
काटने के दौरान पाइप एक विशेष पाइप क्लैंप के साथ तय किए जाते हैं। क्लैंप में एक फ्रेम होता है जिसमें विभिन्न व्यास के पाइप के लिए कटआउट वाले पटाखे रखे जाते हैं।
हम अपने हाथों से नक्काशी करते हैं
प्रशिक्षण
इससे पहले कि आप अपने हाथों से पाइप पर धागे को काटें, आपको कई प्रारंभिक कार्य करने होंगे:
- पाइप के एक टुकड़े को मनचाहे आकार में काट लें। यदि पाइपलाइन के किसी भी हिस्से को बदला जा रहा है, तो उस पाइप को सावधानीपूर्वक काटना आवश्यक है जो अनुपयोगी हो गया है;
पाइप का कट इसकी दीवारों के लंबवत होना चाहिए। अन्यथा, थ्रेडेड कनेक्शन विश्वसनीय नहीं होगा।
- पाइप का वह भाग जहां धागा काटा जाएगा, पेंट, जंग आदि से साफ किया जाता है। सभी विदेशी जमाकर्ता काम में बाधा डालते हैं;
- मरने के काम को सुविधाजनक बनाने के लिए पाइप के अंत से एक कक्ष हटा दिया जाता है।

सूत्रण का प्रारंभिक चरण
बाहरी धागे को स्क्रू से काटना
एक स्क्रू थ्रेड के साथ एक पाइप को थ्रेड करना निम्नानुसार किया जाता है:
- उपयुक्त व्यास का एक स्क्रू प्लग चुना जाता है। उपकरण के सही चयन के लिए कैलीपर का उपयोग किया जाता है;
- डाई की आंतरिक सतह और पाइप के तैयार हिस्से को इंजन ऑयल से उपचारित किया जाता है;
- स्क्रू प्लग को एक धातु ट्यूब में डाला जाता है, जिससे इसे घुमाने के काम में आसानी होती है। धारक को पाइप थ्रेडिंग किट में शामिल किया गया है;
- यदि पाइपलाइन की प्रारंभिक असेंबली होती है, तो पाइप को वाइस में तय किया जाता है। यदि आपको पानी के पाइप या अन्य इंजीनियरिंग सिस्टम के पुनर्निर्माण के दौरान पानी के पाइप पर एक धागा काटने की आवश्यकता है, तो आप इसे सीधे स्थापित पाइप पर काट सकते हैं;
- क्लुप तैयार पाइप पर स्थापित किया जाता है और इसका रोटेशन शुरू होता है, यानी थ्रेडिंग की प्रक्रिया।
पाइप के चारों ओर कई चक्कर लगाने के बाद, स्क्रू प्लग को विपरीत दिशा में लगभग 90º तक ले जाना आवश्यक है। यह भविष्य के धागे से निकाली जा रही चिप को हटा देगा।

पेंच के धागे से धागा बनाना
काटने के बाद, तेल पूरी तरह से हटा दिया जाना चाहिए।
आप वीडियो में स्क्रू थ्रेड से थ्रेडिंग की प्रक्रिया को साफ तौर पर देख सकते हैं।
थ्रेड कटिंग डाई
थ्रेडिंग पाइप के लिए एक डाई हो सकती है:
- गोल आकार। विभिन्न व्यास के पाइपों को फैलाने के लिए, विभिन्न आकार के डाई का उपयोग किया जाता है;
- खिसकना। इस तरह के डाई का उपयोग विभिन्न व्यास के पाइपों को थ्रेड करने में मदद करता है। स्लाइडिंग प्लेट के लिए एक विशेष धारक का उपयोग किया जाता है।
विभिन्न सूत्रण मर जाते हैं
पाइप पर धागे काटने के लिए डाई का अधिक बार उपयोग किया जाता है, क्योंकि उनकी लागत कम होती है।
एक डाई (लेरका) के साथ एक पाइप पर एक धागा काटने से पहले, आपको ऊपर वर्णित तरीके से पाइप तैयार करने की आवश्यकता है।फिर आप निम्न योजना के अनुसार प्रक्रिया को स्वयं कर सकते हैं:
- कैलीपर का उपयोग करके, आवश्यक व्यास के डाई का चयन करें;
- किसी भी उपलब्ध सामग्री के साथ लर्का के अंदर और पाइप की सतह को लुब्रिकेट करें;
- प्लेट को एक विशेष धारक में ठीक करें। पाइप टैपिंग सरौता धारक में मजबूती से तय होना चाहिए। अन्यथा, धागा असमान हो जाएगा, जिससे जंक्शन पर रिसाव हो जाएगा;
- डाई होल्डर वांछित दिशा में घूमता है। कई मोड़ों के बाद, पिछले मामले की तरह, संचित चिप्स से छुटकारा पाना आवश्यक है। ऐसा करने के लिए, उपकरण को विपरीत दिशा में थोड़ा घुमाया जाता है;
- थ्रेडिंग के बाद, पाइप और उपयोग किए जाने वाले उपकरण को ग्रीस से साफ किया जाता है।
प्रारंभिक चरण में, रफिंग डाई का उपयोग किया जाता है, जो स्पष्ट रूप से पाइप के माध्यम से कट जाता है, लेकिन महान धागा सटीकता नहीं देता है। अंतिम कट एक फिनिशिंग डाई के साथ बनाया गया है।
लेरोक के साथ सूत्रण
आंतरिक धागा काटना
एक आंतरिक धागा बनाने के लिए, आपको चाहिए:
- छेद तैयार करें। यह साफ और किसी भी कोटिंग या विदेशी जमा से मुक्त होना चाहिए। छेद चिकनाई है;
- व्यास द्वारा एक नल का चयन करें;
- काटने के उपकरण की ऊर्ध्वाधरता को बनाए रखते हुए, छेद में नल स्थापित करें। नल को दक्षिणावर्त घुमाना शुरू करें।
पाइप के अंदर थ्रेडिंग की प्रक्रिया
आंतरिक धागे को लागू करने के लिए, दो नलों की आवश्यकता होती है: खुरदरापन और परिष्करण। रफ टैप लगभग 70% चिप्स को हटा देता है, जबकि फिनिशिंग टैप शेष 30% को हटा देता है।










आप अपने हाथों से धातु के पाइप पर एक धागा बना सकते हैं। इसके लिए एक विशेष उपकरण और थोड़े समय की खरीद की आवश्यकता होगी।न केवल पेशेवरों के लिए, बल्कि आम उपयोगकर्ताओं के लिए भी काम करना उपलब्ध है।
विधि 2. मैनुअल थ्रेडिंग
थ्रेड असाइनमेंट और प्रयुक्त उपकरण
कार्य की प्रक्रिया पर विशेष रूप से आगे बढ़ने से पहले, आपको यह तय करना चाहिए कि कुल मिलाकर, आपको किस धागे की आवश्यकता है।
तथ्य यह है कि केवल कनेक्शन प्रकार के माध्यम से जुड़ते हैं:
- लोहे के साथ प्लास्टिक के हिस्सों;
- शट-ऑफ वाल्व और अन्य समान विवरण;
- नलसाजी स्थावर द्रव्य।
वर्तमान में काटने के लिए उपयोग किया जाता है:
- विशेष मर (लर्का);
- klupp (या जैसा कि इसे पाइप थ्रेड काटने के लिए क्लब भी कहा जाता है)।
इन उपकरणों के माध्यम से किसी भी व्यास और उद्देश्य के उत्पादों की डॉकिंग करना संभव है।
प्रारंभिक चरण
पाइप पर धागे काटने के लिए अपनी पसंद का उपकरण हासिल करने के बाद, हम काम के निष्पादन के लिए आगे बढ़ते हैं।
सबसे पहले, वर्कपीस को ठीक से तैयार करने के लिए जाएं:
- पाइप को जंग के निशान, मौजूदा कोटिंग के अवशेष, धूल और गंदगी से तब तक साफ किया जाता है जब तक कि एक विशिष्ट लोहे की चमक दिखाई न दे;
- एक फ़ाइल के साथ वर्कपीस के अंत से एक कक्ष हटा दिया जाता है;
- काटने के उपकरण के काम को सुविधाजनक बनाने के लिए काटने का बिंदु पूरी तरह से चिकनाई है।
यदि आप एक डाई का उपयोग कर रहे हैं, तो यह अनुशंसा की जाती है कि आप काम शुरू करने से पहले एक जीर्ण-शीर्ण पाइपलाइन के टुकड़े पर अभ्यास करें। गलत तरीके से बनाया गया थ्रेडेड कनेक्शन आपको आवश्यक विवरणों को ठीक से कनेक्ट करने की अनुमति नहीं देगा।
इसके अलावा, उपकरण खरीदते समय पैसे बचाने की अनुशंसा नहीं की जाती है। खराब गुणवत्ता वाले मर जाते हैं या पाइप क्लैंप पूरी पाइपलाइन को नुकसान पहुंचा सकते हैं।
डाई के साथ धागा काटना
जब आप कनेक्शन बनाने के लिए डाई का उपयोग करते हैं, तो कार्य ऑर्डर इस प्रकार होगा:
- पाइप को एक वाइस या किसी अन्य उपयुक्त तरीके से जकड़ा जाता है। यह आवश्यक है कि काम के दौरान वर्कपीस पूरी तरह से गतिहीन और सुरक्षित रूप से तय हो।
- आवश्यक व्यास का एक डाई एक विशेष धारक में स्थापित किया जाता है और उपयुक्त शिकंजा के माध्यम से वहां तय किया जाता है।
- काम को आसान बनाने और उपकरणों को नुकसान से बचाने के लिए डाई और ट्यूब पर लुब्रिकेशन लगाया जाता है।
- उसके बाद, टूल को वर्कपीस के अंत में सावधानी से रखें और इसे दक्षिणावर्त घुमाते हुए, पहले मोड़ को काटें।
- यह मत भूलो कि डाई को वर्कपीस के लंबवत लंबवत रखा जाना चाहिए।
- वांछित लंबाई का कनेक्शन बनाने के बाद, उपकरण को हटा दें और इसे फिर से कनेक्शन के माध्यम से चलाएं।
klpp के साथ काम करना
यह उपकरण आपको अनुभवहीन कारीगरों के अलावा, धागे को आसानी से काटने की अनुमति देता है। यह वही डाई है, लेकिन इसके अतिरिक्त एक गाइड शाफ़्ट और एक उपकरण से सुसज्जित है। अधिक बार विभिन्न आकारों के लर्क वाले सेट में बेचा जाता है।
कार्य इस प्रकार है:
- वांछित आकार का क्लुप शाफ़्ट में स्थापित और तय किया गया है।
- उपकरण और पाइप के अंत में एक स्नेहक लगाया जाता है।
- गाइड को पाइप के अंत में रखा गया है। यह सुनिश्चित करता है कि काटने के उपकरण को सख्ती से लंबवत रखा जाएगा।
- काटने के लिए, शाफ़्ट को घुमाएँ।
- काम के दौरान, वर्कपीस के आवश्यक खंड को अतिरिक्त रूप से चिकनाई करना आवश्यक है।
दोषपूर्ण धागों की उपस्थिति के लिए परिस्थितियाँ
यदि उपरोक्त आवश्यकताओं को पूरा नहीं किया जाता है, तो धागा खराब हो सकता है, जो सीवर पाइप के लिए शट-ऑफ वाल्व या फिटिंग के उचित और हर्मेटिक कनेक्शन की अनुमति नहीं देगा।
बहुत अधिक बार विवाह की परिस्थितियाँ होती हैं:
- गलत तरीके से चुने गए उपकरण - मर जाता है और पाइप व्यास, कनेक्शन स्ट्रोक या इसकी उपस्थिति मेल नहीं खाती;
- कम गुणवत्ता वाला मर जाता है या मर जाता है - यदि अत्याधुनिक क्षतिग्रस्त या कुंद है, तो गुणवत्ता कनेक्शन बनाना संभव नहीं होगा;
- स्नेहक की अपर्याप्त मात्रा;
- प्रासंगिक कार्य अनुभव के बिना मरने का उपयोग।
मैंने पाइप पर थ्रेड्स को लेरका, या स्क्रू क्लैंप से काट दिया।
15 के व्यास के साथ एक पाइप पर धागे काटने के लिए (यह 1/2″ भी है, यह आधा इंच भी है), मैं आमतौर पर धारक में एक लर्क का उपयोग करता हूं, जिसे मैं पाइप के तैयार कट पर डालता हूं, जिस तरफ किनारे होते हैं, उसकी लंबाई के कारण यह एक गाइड के रूप में कार्य करता है, जो एक लेर्कॉय के साथ एक समान हुक के लिए महत्वपूर्ण है। मैं हल्के से अपने हाथ से अंत में नीचे दबाता हूं और इसे एक समायोज्य रिंच के साथ किनारों से परे घुमाता हूं, दक्षिणावर्त। गाइड पक्ष का उपयोग करना हमेशा संभव नहीं होता है, यह इस तथ्य के कारण होता है कि किसी कारण से पाइप का कट रिसर में टाई-इन के बहुत करीब बनाया गया था, फिर आप लर्का की तरफ से प्रवेश करते हैं
इस मामले में, आपको अधिक सावधान रहने की आवश्यकता है, हैंडल को पाइप की धुरी के लंबवत रखें, अन्यथा धागा टेढ़ा हो सकता है और चौथा मोड़ पाइप को धक्का देगा। वास्तव में, यदि चम्फर को पूरे व्यास पर समान रूप से हटा दिया गया था, तो प्रवेश क्रमशः, और पूरे धागे में सुचारू रूप से चलेगा
गाइड साइड का उपयोग करना हमेशा संभव नहीं होता है, यह इस तथ्य के कारण है कि किसी कारण से पाइप का कट रिसर में टाई-इन के बहुत करीब बनाया गया था, फिर आप लरका की तरफ से प्रवेश करते हैं . इस मामले में, आपको अधिक सावधान रहने की आवश्यकता है, हैंडल को पाइप की धुरी के लंबवत रखें, अन्यथा धागा टेढ़ा हो सकता है और चौथा मोड़ पाइप को धक्का देगा।वास्तव में, यदि चम्फर को पूरे व्यास पर समान रूप से हटा दिया गया था, तो प्रवेश क्रमशः, और पूरे धागे में सुचारू रूप से चलेगा।
आप स्क्रू से धागे भी काट सकते हैं, लेकिन आमतौर पर इस व्यास के एक पाइप का उपयोग तारों के लिए किया जाता है, और इसकी व्यापकता के कारण रिंच का उपयोग करना संभव नहीं है।
पाइप थ्रेडिंग के लिए सब कुछ।
20 के व्यास के साथ एक पाइप पर (यह 3/4″ है, यह एक इंच का तीन चौथाई भी है), मैंने धागे को एक स्क्रू क्लैंप के साथ काट दिया, हालांकि सिर्फ मामले में मेरे पास लेरको धारक में तीन-चौथाई लेहर भी है। उन्हीं कारणों से जैसा कि ऊपर के पैराग्राफ में है।
और 25 के व्यास के साथ पाइप (यह 1 है, यह एक इंच है) और 32 का व्यास (यह 1 1/4 है, यह एक इंच और एक चौथाई है), मैंने इसे केवल शाफ़्ट के साथ स्क्रू कैप के साथ काटा। यह पूरी तरह से इस काम की जटिलता के कारण है। klupps का उपयोग करते हुए, प्रक्रिया बहुत सरल, सुगम और त्वरित है।
फोटो में, क्रैंक के साथ लेर्की और क्लूपोव के अलावा, मैंने कल्पना की कि मैं थ्रेडेड कनेक्शन की जकड़न के लिए उपयोग करता हूं, अर्थात् सार्वभौमिक, सैनिटरी सीलेंट और सैनिटरी सन। धागे को काटने के बाद, मैं उस पर सीलेंट लगाता हूं, इसे सभी मोड़ों पर समान रूप से वितरित करने की कोशिश करता हूं, और उसके बाद मैं सन को हवा देता हूं, मैं इसे एक अन्य लेख में विस्तार से बताता हूं (और दिखाता हूं), मैं नीचे लिंक छोड़ दूंगा।
कनेक्शन केवल थ्रेडेड नहीं हैं।
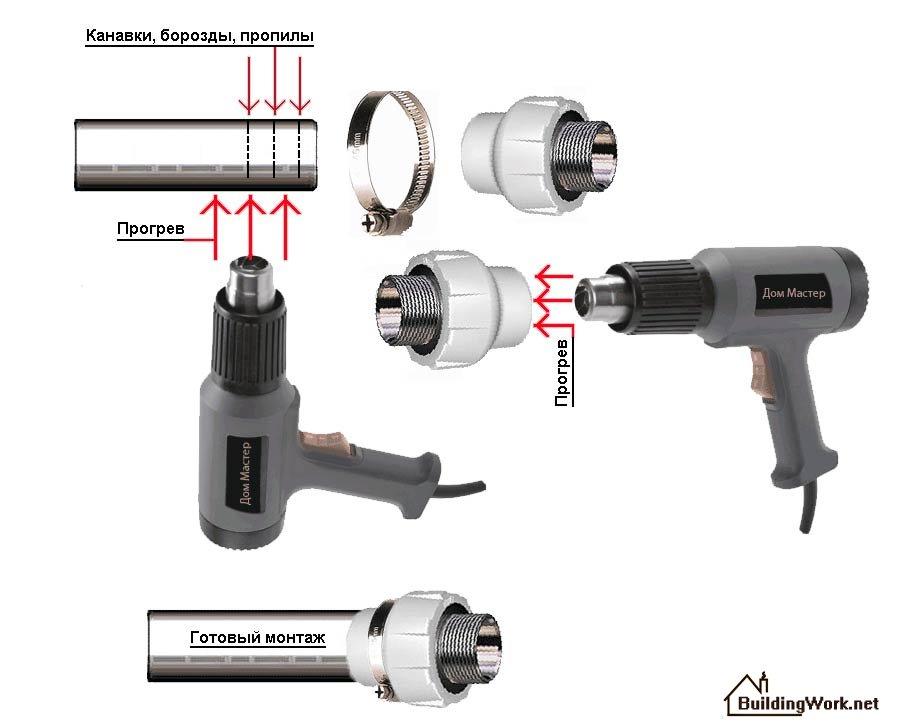
अपने पेशे में, मुझे सीवर स्थापित करते समय पॉलीप्रोपाइलीन को कच्चा लोहा के साथ जोड़ना पड़ता है।
मूल रूप से, यह कनेक्शन एक संक्रमणकालीन रबर कफ के माध्यम से किया जाता है, जिसे सीलेंट के साथ लिप्त होने पर, कच्चा लोहा पाइप या फिटिंग के सॉकेट में डाला जाता है, और इसमें पहले से ही आप सीलेंट के साथ एक फिटिंग या पॉलीप्रोपाइलीन पाइप डालते हैं। .इसके कारण, कनेक्शन को भली भांति बंद करके सील कर दिया जाता है।










फोटो एक केबल को दिखाता है, मोटाई में भिन्न, इसका उपयोग सीवरों की स्थापना में भी किया जाता है, ऊपर वर्णित सामग्रियों के बीच की खाई में टैंप करके। केबल का उपयोग इस मायने में सुविधाजनक है कि इसे भंग किया जा सकता है और आवश्यक मोटाई का एक किनारा चुना जा सकता है। इसका उपयोग उस स्थिति में प्रासंगिक है जब एडेप्टर कफ आकार में फिट नहीं होता है, ऐसे मामले अक्सर नहीं होते हैं, लेकिन फिर भी होते हैं।
वीडियो: klupp - पाइप को फैलाने का एक उपकरण:
शायद ये लेख आपके लिए उपयोगी होंगे: पाइप को कैसे पिरोएं। 10 महत्वपूर्ण बारीकियां धागे को भली भांति कैसे घुमाएं (वीडियो) ग्राइंडर से काटना कितना आसान है
यदि आपके कोई प्रश्न या अतिरिक्त हैं, तो कमेंट बॉक्स में लिखें। आज के लिए बस इतना ही, आपके काम में सफलता, आंद्रेई का संबंध है।
चिकित्सकों से जानकारी की तलाश में थक गए? सदस्यता लें (पृष्ठ को नीचे स्क्रॉल करें) और जानकारी आपको अपने आप मिल जाएगी। सोशल नेटवर्क आइकन पर एक क्लिक मेरे काम के लिए सबसे अच्छा इनाम है।
दोस्तों के साथ ऑनलाइन साझा करें:
क्लुप क्या है?
एक पाइप डाई की तुलना डाई से की जा सकती है। वे एक-टुकड़ा टूलींग हैं जो आपको वांछित आकार की धातु पर सटीक खांचे काटने की अनुमति देते हैं। हालांकि, बड़े व्यास पाइपलाइनों के तत्वों को संसाधित करते समय संरचना की दृढ़ता गंभीर तनाव पैदा करती है। आप मरने वाले शरीर को कम टिकाऊ बनाकर तनाव दूर कर सकते हैं। लेकिन इससे कृन्तकों की कठोरता कम हो जाएगी, जिससे वे जल्दी से सुस्त हो जाएंगे। तेज करने से पहले लेरका के जीवन का विस्तार करने के लिए, उपकरण एक वसंत तंत्र से सुसज्जित है।
क्लुप प्लंबर से परिचित मरने वालों से बहुत अलग नहीं है। इसमें धातु से बना एक बेलनाकार शरीर होता है जिसमें चिप हटाने के लिए छेद होते हैं।धातु की अंगूठी की परिधि के साथ पाइप पर उपकरण को सुरक्षित रूप से रखने के लिए अलग-अलग क्लैंप होते हैं। अंदर पर, एक निश्चित क्रम में स्थित, incenders तय किए जाते हैं।
हम अपने हाथों से नक्काशी करते हैं
प्रशिक्षण
इससे पहले कि आप अपने हाथों से पाइप पर धागे को काटें, आपको कई प्रारंभिक कार्य करने होंगे:
- पाइप के एक टुकड़े को मनचाहे आकार में काट लें। यदि पाइपलाइन के किसी भी हिस्से को बदला जा रहा है, तो उस पाइप को सावधानीपूर्वक काटना आवश्यक है जो अनुपयोगी हो गया है;
पाइप का कट इसकी दीवारों के लंबवत होना चाहिए। अन्यथा, थ्रेडेड कनेक्शन विश्वसनीय नहीं होगा।
- पाइप का वह भाग जहां धागा काटा जाएगा, पेंट, जंग आदि से साफ किया जाता है। सभी विदेशी जमाकर्ता काम में बाधा डालते हैं;
- मरने के काम को सुविधाजनक बनाने के लिए पाइप के अंत से एक कक्ष हटा दिया जाता है।

सूत्रण का प्रारंभिक चरण
बाहरी धागे को स्क्रू से काटना
एक स्क्रू थ्रेड के साथ एक पाइप को थ्रेड करना निम्नानुसार किया जाता है:
- उपयुक्त व्यास का एक स्क्रू प्लग चुना जाता है। उपकरण के सही चयन के लिए कैलीपर का उपयोग किया जाता है;
- डाई की आंतरिक सतह और पाइप के तैयार हिस्से को इंजन ऑयल से उपचारित किया जाता है;
- स्क्रू प्लग को एक धातु ट्यूब में डाला जाता है, जिससे इसे घुमाने के काम में आसानी होती है। धारक को पाइप थ्रेडिंग किट में शामिल किया गया है;
- यदि पाइपलाइन की प्रारंभिक असेंबली होती है, तो पाइप को वाइस में तय किया जाता है। यदि आपको पानी के पाइप या अन्य इंजीनियरिंग सिस्टम के पुनर्निर्माण के दौरान पानी के पाइप पर एक धागा काटने की आवश्यकता है, तो आप इसे सीधे स्थापित पाइप पर काट सकते हैं;
- क्लुप तैयार पाइप पर स्थापित किया जाता है और इसका रोटेशन शुरू होता है, यानी थ्रेडिंग की प्रक्रिया।
पाइप के चारों ओर कई चक्कर लगाने के बाद, स्क्रू प्लग को विपरीत दिशा में लगभग 90º तक ले जाना आवश्यक है। यह भविष्य के धागे से निकाली जा रही चिप को हटा देगा।

पेंच के धागे से धागा बनाना
काटने के बाद, तेल पूरी तरह से हटा दिया जाना चाहिए।
आप वीडियो में स्क्रू थ्रेड से थ्रेडिंग की प्रक्रिया को साफ तौर पर देख सकते हैं।
थ्रेड कटिंग डाई
थ्रेडिंग पाइप के लिए एक डाई हो सकती है:
- गोल आकार। विभिन्न व्यास के पाइपों को फैलाने के लिए, विभिन्न आकार के डाई का उपयोग किया जाता है;
- खिसकना। इस तरह के डाई का उपयोग विभिन्न व्यास के पाइपों को थ्रेड करने में मदद करता है। स्लाइडिंग प्लेट के लिए एक विशेष धारक का उपयोग किया जाता है।
विभिन्न सूत्रण मर जाते हैं
पाइप पर धागे काटने के लिए डाई का अधिक बार उपयोग किया जाता है, क्योंकि उनकी लागत कम होती है।
एक डाई (लेरका) के साथ एक पाइप पर एक धागा काटने से पहले, आपको ऊपर वर्णित तरीके से पाइप तैयार करने की आवश्यकता है। फिर आप निम्न योजना के अनुसार प्रक्रिया को स्वयं कर सकते हैं:
- कैलीपर का उपयोग करके, आवश्यक व्यास के डाई का चयन करें;
- किसी भी उपलब्ध सामग्री के साथ लर्का के अंदर और पाइप की सतह को लुब्रिकेट करें;
- प्लेट को एक विशेष धारक में ठीक करें। पाइप टैपिंग सरौता धारक में मजबूती से तय होना चाहिए। अन्यथा, धागा असमान हो जाएगा, जिससे जंक्शन पर रिसाव हो जाएगा;
- डाई होल्डर वांछित दिशा में घूमता है। कई मोड़ों के बाद, पिछले मामले की तरह, संचित चिप्स से छुटकारा पाना आवश्यक है। ऐसा करने के लिए, उपकरण को विपरीत दिशा में थोड़ा घुमाया जाता है;
- थ्रेडिंग के बाद, पाइप और उपयोग किए जाने वाले उपकरण को ग्रीस से साफ किया जाता है।
प्रारंभिक चरण में, रफिंग डाई का उपयोग किया जाता है, जो स्पष्ट रूप से पाइप के माध्यम से कट जाता है, लेकिन महान धागा सटीकता नहीं देता है। अंतिम कट एक फिनिशिंग डाई के साथ बनाया गया है।








लेरोक के साथ सूत्रण
आंतरिक धागा काटना
एक आंतरिक धागा बनाने के लिए, आपको चाहिए:
- छेद तैयार करें। यह साफ और किसी भी कोटिंग या विदेशी जमा से मुक्त होना चाहिए। छेद चिकनाई है;
- व्यास द्वारा एक नल का चयन करें;
- काटने के उपकरण की ऊर्ध्वाधरता को बनाए रखते हुए, छेद में नल स्थापित करें। नल को दक्षिणावर्त घुमाना शुरू करें।
पाइप के अंदर थ्रेडिंग की प्रक्रिया
आंतरिक धागे को लागू करने के लिए, दो नलों की आवश्यकता होती है: खुरदरापन और परिष्करण। रफ टैप लगभग 70% चिप्स को हटा देता है, जबकि फिनिशिंग टैप शेष 30% को हटा देता है।
आप अपने हाथों से धातु के पाइप पर एक धागा बना सकते हैं। इसके लिए एक विशेष उपकरण और थोड़े समय की खरीद की आवश्यकता होगी। न केवल पेशेवरों के लिए, बल्कि आम उपयोगकर्ताओं के लिए भी काम करना उपलब्ध है।
थ्रेड टूल ओवरव्यू
पाइप पर थ्रेडिंग घर और कारखाने दोनों में संभव है। आवश्यक तकनीकें:
- थ्रेडेड कंघी या प्लेट जिसमें कई निश्चित कटर होते हैं;
- उनके आधार पर मर जाता है, सिर, नल और उपकरण;
- धारकों के साथ फ्लैट और गोल मर जाता है;
- चित्रफलक औद्योगिक मिलिंग;
- अपघर्षक कारखाने के औजारों से पीसना।
 थ्रेडिंग के लिए कंघी
थ्रेडिंग के लिए कंघी
औद्योगिक उपकरण और थ्रेडिंग मशीन
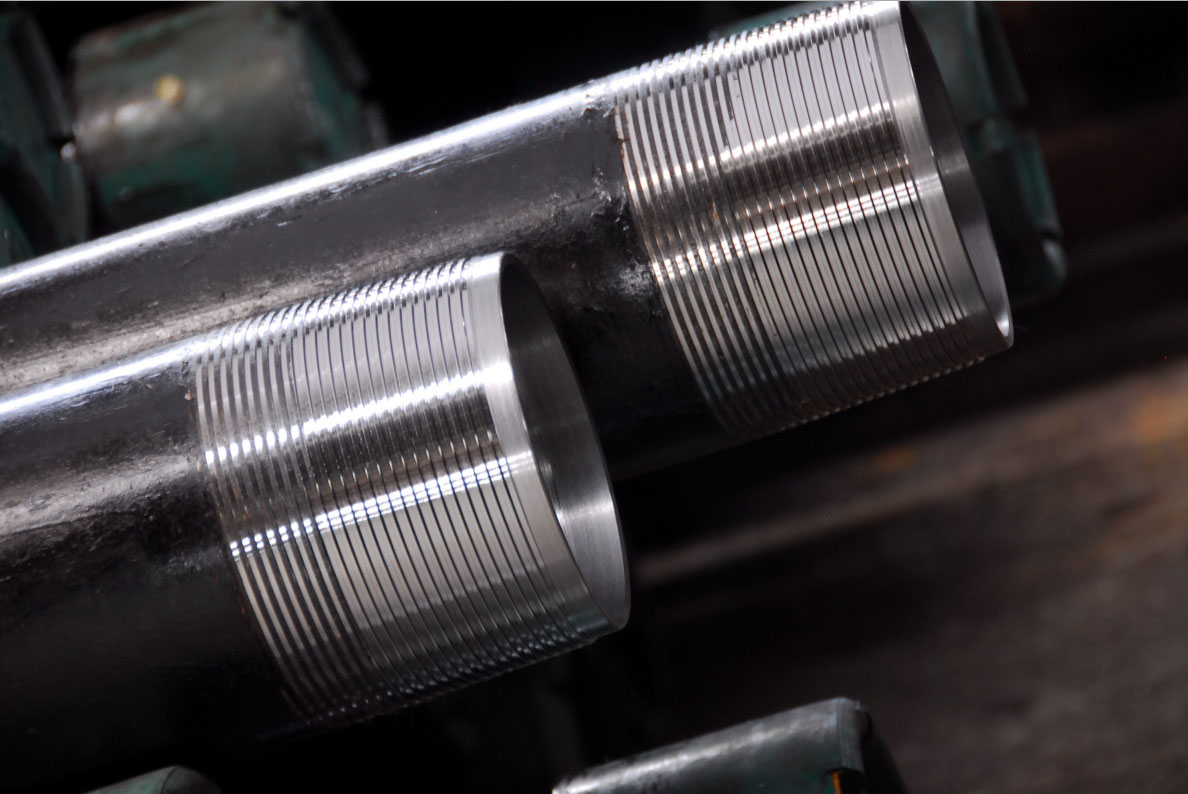
थ्रेडेड पाइप के औद्योगिक उत्पादन की मुख्य विधि तीन-रोलर सिर के साथ घुटने टेकना है।थ्रेडिंग पाइप के लिए यह उपकरण एक आदर्श नाली सतह देता है, क्योंकि पाइप के अंत के प्रसंस्करण के दौरान खुरदरे चिप्स को हटाया नहीं जाता है। पाइप का अंत, कसकर एक वाइस में जकड़ा हुआ, नालीदार सिर के बीच ठंडे या गर्म अवस्था में घुमाया जाता है, और वे धातु की सतह पर एक छाप छोड़ते हैं। यह धागा परस्पर जुड़े नोड्स का एक आदर्श संयोजन प्रदान करता है: ऐसे कनेक्शनों में सील की भूमिका न्यूनतम होती है। इस गुणवत्ता के पाइप के लिए एक मैनुअल थ्रेडिंग टूल प्रदान नहीं कर सकता है।
 धागा काटने वाला
धागा काटने वाला
कम आम, लेकिन निजी कार्यशालाओं और उद्यमों में उपयोग किया जाता है, मिलिंग हैं, जिसमें थ्रेड ग्रूव मशीन के वाइस में जकड़े हुए एक विशेष कंघी के साथ बनाए जाते हैं, और पीसते हैं। उत्तरार्द्ध के साथ, परस्पर घूर्णन पाइप और पीसने वाला पहिया चिकनी सर्पिल खांचे बनाता है। जैसा कि थ्रेड रोलिंग के मामले में, पिच की सटीकता और एकरूपता, जो काम की गुणवत्ता के लिए सबसे महत्वपूर्ण मानदंडों में से एक है, केवल एक पेशेवर कैलिब्रेटेड तंत्र द्वारा सुनिश्चित की जा सकती है।
मैनुअल तरीके
धागा बनाने का सबसे लोकप्रिय तरीका आंतरिक किनारे पर कटर के साथ उच्च शक्ति वाले स्टील से बने गोल डाई पर आधारित है। मास्टर के प्रयास को कम करने और काम की प्रक्रिया को अधिक सटीक रूप से नियंत्रित करने के लिए, काटने वाले ब्लॉक को धारक में डाला जाता है या मर जाता है। यह उपकरण दोनों प्रक्रिया को सरल करता है और एक उपकरण खरीदने की लागत को कम करता है: मास्टर किट में एक, कम अक्सर दो, डाई होल्डर शामिल होते हैं जिसमें आवश्यक कटर डाले जाते हैं।
डाई कटर के साथ थ्रेडिंग पाइप कंघी विधि की तुलना में अधिक सटीकता देता है: सर्पिल खांचे के झुकाव के कोण को नियंत्रित करना आसान होता है। एक लंबा धागा लगाते समय भी, आपको कदम नहीं उठाने पड़ते हैं, यानी एकरूपता कम होने का जोखिम कम से कम होता है।
विभिन्न व्यास के स्क्रू प्लग के साथ सेट करें
डाई या लर्क पर चिप आउटलेट दिए गए हैं: इससे तांबे या स्टील के पाइप में धागे को एक पास में लगाना संभव हो जाता है। अनुभवी परास्नातकों को सलाह दी जाती है कि वे इस तरह के प्रलोभन के आगे न झुकें और कच्चे काम के लिए स्टॉक में समान व्यास का एक पासा रखें। तो मुख्य उपकरण बहुत अधिक धीरे-धीरे सुस्त हो जाएगा।
पाइप पर धागे काटने के लिए हाथ के उपकरण काम के औद्योगिक संस्करणों के लिए डिज़ाइन नहीं किए गए हैं।
थ्रेडिंग के लिए उपयोग किए जाने वाले उपकरण
काम शुरू करने से पहले, पाइप पर धागे काटने के लिए एक उपकरण तैयार करना आवश्यक है, जिसमें निम्नलिखित उपकरण शामिल हैं:
- टेप उपाय, पेंसिल और कैलीपर। पाइपलाइन की असेंबली पहले से तैयार योजना के अनुसार होती है। पहले चरण में, आरेख में इंगित एक निश्चित लंबाई के पाइप तैयार करना आवश्यक है। अंकन के लिए, एक टेप उपाय और एक पेंसिल का उपयोग किया जाता है। कैलीपर का उपयोग पाइपों के व्यास को मापने और सही उपकरण का चयन करने के लिए किया जाता है;

पाइप मापने के लिए टेप उपाय और कैलीपर
पाइपों को बहुत सावधानी से और सटीक रूप से चिह्नित करना आवश्यक है। माप में किसी भी त्रुटि के परिणामस्वरूप गलत डिज़ाइन का संयोजन हो सकता है, जिसके परिणामस्वरूप पाइपलाइन को फिर से बनाने की आवश्यकता हो सकती है।
- बल्गेरियाई। उपकरण का उपयोग पहले से लागू चिह्नों के अनुसार पाइप काटने के लिए किया जाता है। ग्राइंडर के बजाय, आप हैकसॉ का उपयोग कर सकते हैं;
धातु पाइप काटने के लिए उपकरण
- वाइस।पाइप पर थ्रेडिंग स्पष्ट रूप से क्षैतिज रूप से की जानी चाहिए। ऐसा करने के लिए, पाइप अनुभाग को सुरक्षित रूप से तय किया जाना चाहिए;
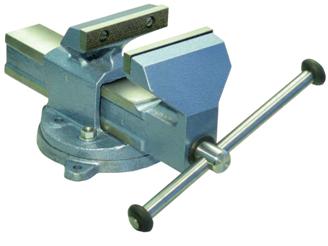
एक निश्चित स्थिति में पाइप को ठीक करने के लिए उपकरण
- इंजन का तेल और कोई अन्य स्नेहक। यदि उपकरण और पाइप के अंत को विशेष साधनों से चिकनाई की जाती है, तो हाथ से पाइप को थ्रेड करना बहुत आसान हो जाएगा;
- आंखों की सुरक्षा के लिए चश्मा। कोई भी कार्य सभी सुरक्षा नियमों के अनुपालन में किया जाना चाहिए। धागे काटते समय, धातु के चिप्स आंखों में जा सकते हैं और उन्हें गंभीर नुकसान पहुंचा सकते हैं, इसलिए चश्मे के रूप में सुरक्षा आवश्यक है;
- पाइप पर धागे काटने के लिए उपकरण। यह तीन विकल्पों में से एक हो सकता है:

विभिन्न आकारों के धागे काटने के लिए डाई कटर का सेट

डाई सेट और डाई होल्डर

आंतरिक धागे काटने के लिए उपकरण
उपकरण का चुनाव धागे के प्रकार और शिल्पकार की प्राथमिकता पर आधारित होना चाहिए। बाहरी धागे लगाने के लिए, डाई का उपयोग किया जाता है जो स्क्रू डाई या डाई होल्डर में स्थापित होते हैं। आंतरिक धागे को लागू करने के लिए, नल का उपयोग किया जाता है।








हाथ से धागा काटना
सभी काम एक डाई या लेरका के साथ किया जाता है। ये समान अवधारणाएं हैं और पर्यायवाची हैं। डिजाइन के आधार पर, वे हो सकते हैं:
- एडजस्टेबल या स्लाइडिंग। आमतौर पर उनके पास कई इंसुलेटर होते हैं, जिनके बीच की दूरी को बदला जा सकता है। वे उन मामलों में विशेष रूप से उपयोगी होते हैं जहां विरूपण या विनिर्माण दोषों के कारण पाइप प्रोफ़ाइल असमान है, लेकिन आपको अभी भी धागे को काटने की जरूरत है। अक्सर वे klupps में स्थापित होते हैं, जो उन्हें एक अच्छा निर्धारण प्रदान करते हैं। ऐसे उत्पादों की मदद से धागे को कई पासों में काटा जा सकता है, जिससे इसकी सटीकता और गुणवत्ता बढ़ जाती है।
- अखंड।वे बीच में एक छेद के साथ एक छोटा सिलेंडर है। इस तरह के उपकरण को एक विशेष डाई होल्डर में जकड़ा जाता है। आमतौर पर एक या अधिक बोल्ट के साथ तय किया जाता है। इस टूल से एक पास में कटिंग की जाती है।
- शंकु। ऊपर वर्णित संबंधित धागे को काटने के लिए डिज़ाइन किया गया।
अंत संरेखित है
लेर्का को संसाधित किए जा रहे पाइप के व्यास के साथ-साथ धागे की दिशा क्या होनी चाहिए - दाएं या बाएं के आधार पर चुना जाता है। सभी पदनाम पैकेजिंग पर या सीधे उपकरण पर ही लागू होते हैं। पूरी प्रक्रिया निम्नलिखित चरणों में उबल जाएगी:
वर्कपीस तय है। यदि इसे किसी तंत्र में फिक्स नहीं किया जाता है, तो इसे एक शिकंजा में जकड़ दिया जाता है। मामले में जब पानी के पाइप या हीटिंग पाइप पर कटिंग की जाएगी, तो इसे स्थिर करने के लिए लाइनिंग बनाना आवश्यक है।
तैयार पाइप अनुभाग के अंत को मशीन के तेल या ग्रीस से चिकनाई की जाती है। यदि ये घटक उपलब्ध नहीं हैं, तो आप जो हाथ में है उसका उपयोग कर सकते हैं - यहाँ तक कि लार्ड भी।
टूल कटर की सतह को भी स्नेहन के अधीन किया जाता है।
एक हैंडल के साथ डाई होल्डर को पाइप के अंत तक लाया जाता है। यह बिल्कुल एक समकोण पर किया जाना चाहिए। गाइड प्लेट धारक के साथ ऐसा करना बहुत आसान है।
उसी समय, थ्रेडिंग टूल को घुमाना और इसे नोजल के खिलाफ दबाना आवश्यक है। क्लच होना चाहिए
इस प्रकार, पहले 2 मोड़ों को काटना महत्वपूर्ण है।
यदि आप गाइड डाई होल्डर का उपयोग नहीं करते हैं, तो आपको लगातार यह सुनिश्चित करना होगा कि कोण 90° बना रहे। यदि आप इस आवश्यकता का अनुपालन नहीं करते हैं, तो विकृति हो सकती है
यह धमकी देता है कि धागा टूट जाएगा, उपकरण क्षतिग्रस्त हो जाएगा, या आवश्यक कदम नहीं देखा जाएगा।
लगातार मत काटो। इस प्रक्रिया में, धातु के चिप्स बनेंगे। इसे हटाने के लिए यात्रा की दिशा में एक मोड़ और आधा मोड़ पीछे करना आवश्यक है। इसके माध्यम से जमा हुए कचरे को हटाया जाएगा।
साथ ही, आपको स्नेहन भी जोड़ना होगा।
पूरा होने के बाद, लेहर को खोलना और एक परिष्कृत आईलाइनर बनाने के लिए इसे फिर से चलना आवश्यक है।
धागा काटना मर जाता है
क्लुप सेट
स्क्रू कैप की मदद से थ्रेडिंग उसी मैकेनिज्म के अनुसार होती है। सब कुछ के अलावा, कुछ उत्पादों में न केवल incenders को स्थानांतरित करना संभव है, बल्कि उन्हें तैनात करना भी संभव है। इस स्थिति में, एक ही उपकरण के साथ फिनिशिंग और रफिंग पास दोनों करना संभव है। ऐसी इकाई का उपयोग करते समय, आपको प्रारंभिक चरण के दौरान बहुत सावधान रहना चाहिए। यह इस तथ्य के कारण है कि शाफ़्ट हैंडल के लिए धन्यवाद, पारंपरिक लेर्क धारक की तुलना में अधिक बल लगाया जा सकता है। यदि शुरुआत में आप कोण को सही ढंग से सेट नहीं करते हैं, तो आप पूरे वर्कपीस को बर्बाद कर सकते हैं और इसे नोटिस नहीं कर सकते। Klupp उन मामलों में उपयोग करने के लिए असुविधाजनक है जहां पाइप पहले से ही स्थापित है और दीवार के करीब है। इसे या तो एक पच्चर के साथ मोड़ना होगा या प्लास्टर के एक हिस्से को बाहर निकालना होगा ताकि नोजल अच्छी तरह से फिट हो जाए और हिल न जाए।





