- पास्ता को स्टोव पर कैसे पकाएं?
- कार्यस्थल की तैयारी
- इलेक्ट्रिक वेल्डिंग क्या है, और घर पर इसकी आवश्यकता क्यों है?
- 1) मैनुअल आर्क वेल्डिंग
- 2) गैस वातावरण में अर्ध-स्वचालित
- 3) स्वचालित जलमग्न चाप वेल्डिंग
- सीवन बनाने की तकनीकों के बारे में
- ओवरलैप सीवन
- सीलिंग सीम
- टी सीवन (एक तरफा काटने के साथ)
- इलेक्ट्रोड समर्थन के साथ वेल्डिंग सीम
- इलेक्ट्रिक वेल्डिंग क्या है?
- वेल्डिंग के लिए इन्वर्टर का डिज़ाइन
- सही पास्ता कैसे चुनें?
- इलेक्ट्रोड फ़ीड दर का प्रभाव
- विद्युत वेल्डिंग का उपयोग करके पाइपों को जोड़ना
- धातु इलेक्ट्रोफ्यूजन फिटिंग
- इलेक्ट्रिक फिटिंग पॉलीथीन
- युग्मन और विद्युत परागण
- इलेक्ट्रिक पाइप वेल्डिंग कैसे तैयार करें
- होम वेल्डर के तकनीकी उपकरण
- इलेक्ट्रिक वेल्डिंग टेक्नोलॉजी
पास्ता को स्टोव पर कैसे पकाएं?
इटालियंस का कहना है कि इस उत्पाद को तैयार करना आसान है, लेकिन इसे सही तरीके से करना कहीं अधिक कठिन है। अच्छी तरह से पके हुए पास्ता के पारखी इसे "अल डेंटे" पकाना पसंद करते हैं, जो इतालवी से "दांतों तक" के रूप में अनुवादित होता है।
छोटे उत्पादों - गोले, सर्पिल, सींग, धनुष के उदाहरण का उपयोग करके स्टोव पर स्वादिष्ट पास्ता पकाने के तरीके पर विचार करें।
इसके लिए निम्नलिखित अवयवों की आवश्यकता होगी:
- पानी - 1 एल;
- मुख्य घटक 100 ग्राम है;
- नमक - 10-11 ग्राम।
अनुपात को ध्यान में रखना बहुत महत्वपूर्ण है, अन्यथा मुख्य घटक में जगह की कमी होगी, और इसलिए यह बहुत चिपचिपा हो जाएगा, और खाना पकाने का समय बढ़ जाएगा। जब पास्ता को ठीक से पकाने की बात आती है तो विचार करने का एक और बिंदु बर्तन का चुनाव है।
यह वांछनीय है कि इसकी मोटी और ऊंची दीवारें हों। यह पानी को किनारों तक पहुंचने से रोकेगा।
पास्ता को स्टोव पर कैसे पकाएं?
खाना पकाने की प्रक्रिया इस प्रकार है:
- चूल्हे पर पानी का एक कंटेनर रखें, आग को अधिकतम बनाते हुए, बाद में उबाल आने पर उसमें डाले गए पानी को नमक करें;
- इसमें मुख्य सामग्री डालें;
- कुछ समय बाद, तरल फिर से उबलने लगेगा, जिसके बाद आपको गैस को कम करने की आवश्यकता है। ऐसा होने से पहले, उत्पाद को लगातार हिलाएं ताकि उसमें से निकलने वाले स्टार्च के कारण वह आपस में चिपक न जाए। यदि ऐसा नहीं किया जाता है, तो पास्ता, जिसे इस लेख में पकाने का तरीका बताया गया है, एक गांठ में बदल जाएगा। इसके अलावा, वे पैन के नीचे और दीवारों से चिपके रहेंगे;
- यदि आप पास्ता धनुष पकाने के तरीके में रुचि रखते हैं, उदाहरण के लिए, या किसी अन्य प्रकार के मध्यम आकार के उत्पाद (सर्पिल, सींग, गोले), तो आपको यह जानना होगा कि इसमें कितना समय लगेगा। खाना पकाने की अवधि लगभग 5 मिनट है। यदि आप छोटे उत्पाद पकाते हैं - उदाहरण के लिए, पतले, छोटे नूडल्स, पानी उबालने के बाद पकाने का समय 3-4 मिनट है;
- आप उन्हें निचोड़कर उनकी तत्परता की जांच कर सकते हैं, और यदि वे लोचदार हो जाते हैं, तो आप स्टोव को बंद कर सकते हैं;
- तुरंत एक कोलंडर में डिश रखें ताकि तरल पूरी तरह से निकल जाए;
- भोजन को कुल्ला करने के लिए ठंडे पानी को पूरी शक्ति से चालू करें, जिससे यह और भी अधिक टेढ़ा हो जाएगा।
जब पास्ता जैसे धनुष (या छोटे, मध्यम आकार के उत्पाद) तैयार हो जाते हैं, तो उन्हें किसी भी एडिटिव्स - मांस, मछली, सब्जियां, आदि के साथ साइड डिश के रूप में परोसा जा सकता है। कुछ गृहिणियां मक्खन का उपयोग करने से पहले उन्हें तलना पसंद करती हैं। स्वाद। आप इस सामग्री का एक टुकड़ा तलने के बिना एक गर्म पकवान में जोड़ सकते हैं, लेकिन हलचल न करें, लेकिन बंद पैन को हिलाएं ताकि यह पकवान पर समान रूप से वितरित हो।
अलग कौशल इस प्रक्रिया के योग्य है कि घोंसला पास्ता कैसे बनाया जाए ताकि वे अलग न हों। इसके लिए आपको निम्नलिखित सामग्री की आवश्यकता होगी:
- मुख्य घटक - 6-8 टुकड़े;
- पानी - 2 एल;
- जैतून का तेल - 1-2 चम्मच।
उत्पाद निम्नानुसार तैयार किया जाता है:
- एक सॉस पैन में सही मात्रा में पानी उबालें;
- एक अलग कंटेनर में (आप एक चौड़े तल वाले फ्राइंग पैन का उपयोग कर सकते हैं), मुख्य सामग्री डालें ताकि घोंसले के आकार का पास्ता उसमें स्वतंत्र रूप से स्थित हो;
- उन्हें उबलते पानी, नमक से भरें;
- पकवान को उबाल लेकर आओ, 4-5 मिनट तक पकाएं;
- एक स्लेटेड चम्मच का उपयोग करके, इसे एक प्लेट में स्थानांतरित करके हटा दें;
- यदि वांछित है, तो आप स्वाद के लिए तैयार पकवान में मसाले जोड़ सकते हैं;
- इसे नियमित साइड डिश के रूप में परोसा जाता है - मांस, मछली, सब्जियां, पनीर, सॉसेज आदि के साथ।
नेस्ट पास्ता को उबालने की प्रक्रिया का तात्पर्य है कि उन्हें अपना आकार बनाए रखना चाहिए। सबसे पहले, यह इस तथ्य से सुगम है कि शुरू में उन्हें उबलते पानी से डाला जाता है, जो आपको आकार को ठीक करने की अनुमति देता है। दूसरे, मुख्य घटक को एक स्किमर के माध्यम से हटा दिया जाता है, जिसकी बदौलत उन्हें एक प्लेट में उस रूप में स्थानांतरित किया जा सकता है जिसमें वे पकाए जाते हैं।
इस विडियो को यूट्यूब पर देखें
कार्यस्थल की तैयारी
कैसे बिजली से खाना बनाना सीखें कुछ ही समय में? आप इसे एक दिन में नहीं कर पाएंगे, लेकिन विभिन्न प्रकार के वीडियो से युक्तियों को लागू करके और कार्यस्थल पर अपनी ज़रूरत की हर चीज़ तैयार करके, आप जल्दी से अभ्यास करना शुरू कर सकते हैं।
वेल्डिंग इन्वर्टर से खाना बनाना सीखने के लिए, आपको इलेक्ट्रोड को प्रज्वलित करने के लिए एक प्लेट की आवश्यकता होती है। द्रव्यमान को उत्पाद से जोड़ना हमेशा संभव नहीं होता है, इसलिए एक छोटी धातु की मेज या आधार की आवश्यकता होती है
धातु के पुर्जों को ठीक करने के लिए वेल्डर के हाथ में एक हथौड़ा होना चाहिए, एक लावा विभाजक, और आग बुझाने का एक साधन (रेत या आग बुझाने वाला यंत्र)।
एक इन्वर्टर के साथ वेल्डिंग धातु महत्वपूर्ण है, हानिकारक प्रभावों से अच्छी तरह से संरक्षित है। काम की जगह (घर या उत्पादन की स्थिति) के बावजूद, प्रत्येक वेल्डर के पास होना चाहिए:
- कार्यस्थल पर प्रकाश के अनुरूप एक हल्के फिल्टर के साथ एक सुरक्षात्मक मुखौटा (फिल्टर नंबर 5 में घर के अंदर देखना मुश्किल होगा, नंबर 3 में यह सड़क पर आंखों के लिए बहुत अंधा होगा);
- गर्मी और छींटे से बचाने के लिए कैनवास मिट्टियाँ;
- मोटे, गैर-ज्वलनशील कपड़े जो बेल्ट में बंधे नहीं हैं;
- घुटनों तक पहने जाने वाले जूते;
- फ्लाइंग स्लैग ड्रॉप्स से बचाने के लिए हेडगियर।
इलेक्ट्रिक वेल्डिंग क्या है, और घर पर इसकी आवश्यकता क्यों है?
शब्द को समझने के लिए, आपको स्कूल भौतिकी पाठ्यक्रम को छूने और भागों को वेल्डिंग करते समय साथ की प्रक्रियाओं को समझने की आवश्यकता होगी। प्राप्त ज्ञान वेल्डर को बेहतर सीम बनाने में मदद करेगा, क्योंकि इलेक्ट्रिक वेल्डिंग की मूल बातें समझने से होशपूर्वक काम करना संभव हो जाता है, न कि अन्य विशेषज्ञों के पैटर्न वाले कार्यों पर भरोसा करना।





इलेक्ट्रिक वेल्डिंग (आर्क वेल्डिंग) - भराव और आधार सामग्री के क्रिस्टलीकरण के कारण एक अटूट प्रकार के जोड़ों को प्राप्त करना।

सीम बनाने की प्रक्रिया के दौरान, आधार और इलेक्ट्रोड का अस्थायी रूप से पिघलना होता है, जिसके कारण एक वेल्ड पूल बनता है। सतह के ठंडा होने के बाद, सामग्री को आणविक स्तर (पिघला हुआ) पर जोड़ा जाता है, एक सीम में क्रिस्टलीकरण किया जाता है, जो मुख्य सतह के अन्य क्षेत्रों की ताकत से नीच नहीं है।
| इलेक्ट्रिक वेल्डिंग के लाभ | इलेक्ट्रिक वेल्डिंग के नुकसान |
|---|---|
| संरचनात्मक सादगी। | विद्युत चुम्बकीय विकिरण और प्रकाश का नुकसान। |
| स्थानिक स्थिति की परवाह किए बिना आवेदन की बहुमुखी प्रतिभा - ऊर्ध्वाधर, क्षैतिज, 45 डिग्री के कोण पर और इसी तरह। | दक्षता वेल्डर के कौशल पर आधारित है। इसके अभाव में अंतिम परिणाम दु:खद होगा। |
| बड़ी संख्या में धातुएँ जिन्हें इलेक्ट्रिक आर्क वेल्डिंग का उपयोग करके जोड़ा जा सकता है। | मास्टर से आपको यूनिट का उपयोग करने में बुनियादी कौशल की आवश्यकता होती है + साधारण परिस्थितियों में 30 घंटे के व्यावहारिक अनुभव से। |
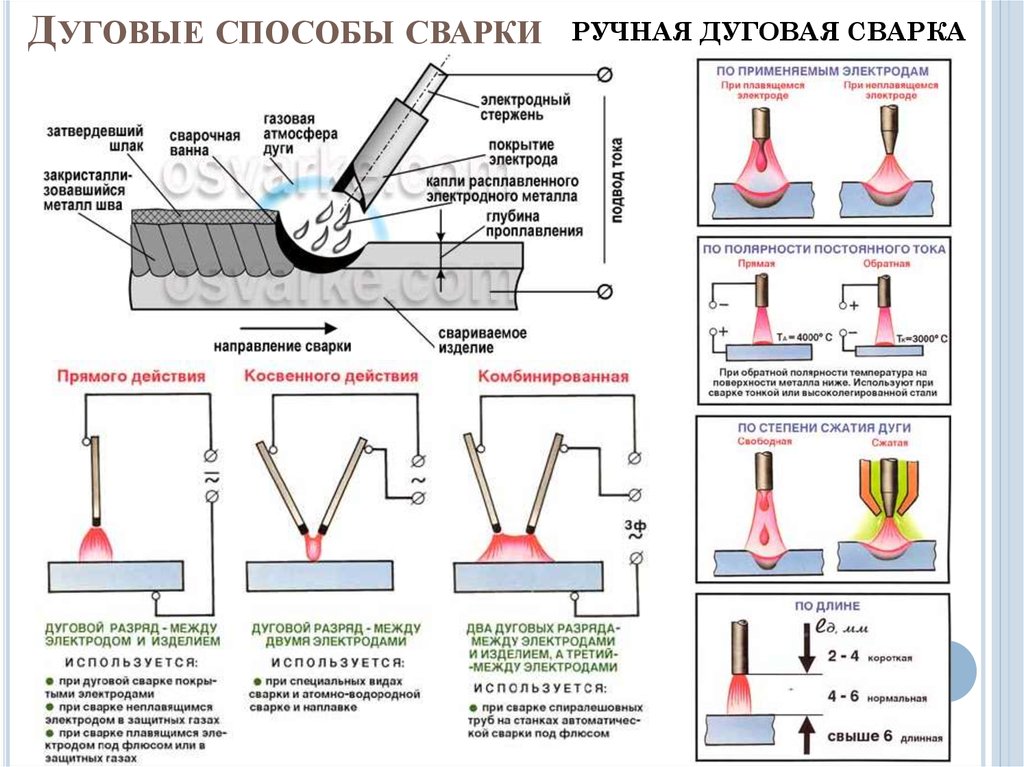
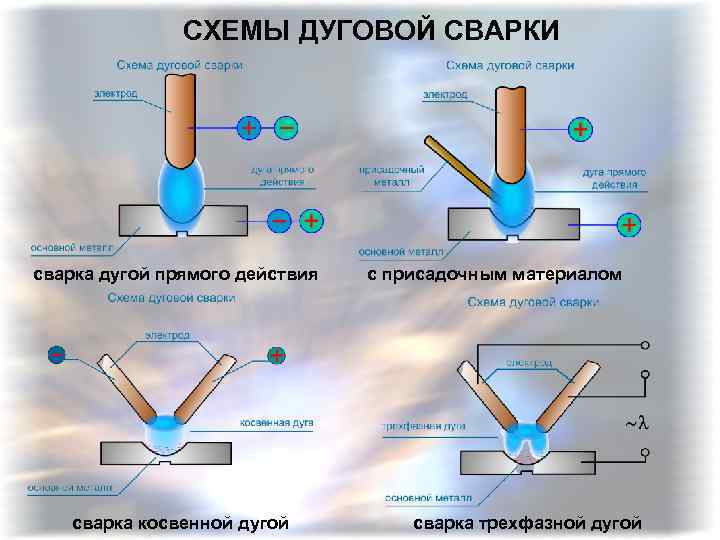
विद्युत वेल्डिंग का वर्गीकरण कई मानदंडों के आधार पर किया जाता है - वेल्डिंग प्रक्रिया के मशीनीकरण का स्तर, वर्तमान का प्रकार + इसकी ध्रुवता, चाप, इलेक्ट्रोड की विशेषताएं, क्षेत्र की सुरक्षा की विधि, और इसी तरह। . आइए क्लासिक वितरण को देखें - मैनुअल आर्क, सेमी-ऑटोमैटिक आर्क और ऑटोमैटिक आर्क प्रकार की वेल्डिंग।
1) मैनुअल आर्क वेल्डिंग
एक अनुभवहीन वेल्डर के लिए उपयोग करना सबसे कठिन विकल्प है, क्योंकि अधिकांश काम अपने हाथों से करना पड़ता है। अन्य बिंदुओं के साथ प्रौद्योगिकी का विनियमन GOST 5264-80 के माध्यम से किया जाता है।कनेक्शन का प्रकार, किनारों का आकार, सीम की प्रकृति, क्रॉस सेक्शन और वेल्ड किए जाने वाले तत्वों की मोटाई को ध्यान में रखा जाता है।
मैनुअल वेल्डिंग के नुकसान क्षय / प्रकाश उत्पादों के मानव शरीर पर नकारात्मक प्रभाव और बड़े पैमाने पर काम की अपेक्षाकृत कम दक्षता है। मैनुअल आर्क वेल्डिंग के साथ काम करते समय एक कम-कुशल विशेषज्ञ उच्च गुणवत्ता वाले चाप को चलाने में सक्षम नहीं होगा, इसलिए, टांके लगाने की विधि निश्चित रूप से शुरुआती लोगों के लिए नहीं है।
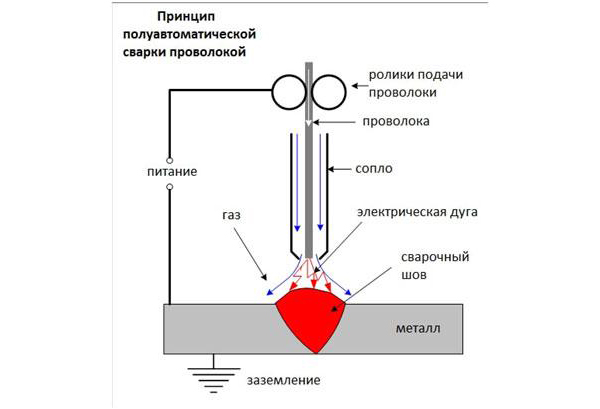
2) गैस वातावरण में अर्ध-स्वचालित
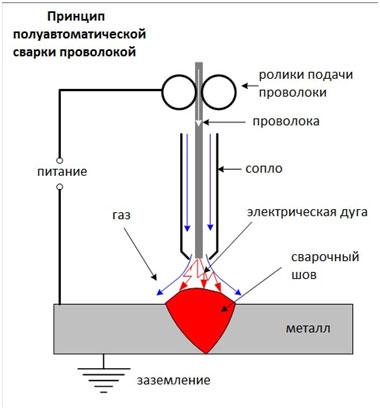
कनेक्शन विधि 2 की विशिष्ट विशेषताएं एक चल उपभोज्य इलेक्ट्रोड का उपयोग + एक सुरक्षात्मक गैस की उपस्थिति है। दूसरा बाहरी वातावरण और विद्युत चाप के बीच एक बाधा के रूप में कार्य करता है।
सुरक्षात्मक गैस कुछ अनुपातों में आर्गन, कार्बन डाइऑक्साइड, हीलियम या उनके संयोजन हैं। सेमी-ऑटोमैटिक वेल्डिंग तकनीक तार को गैस नोजल से गुजारने से होती है, जिससे यह पिघल जाती है। चाप की लंबाई स्वचालित रूप से नियंत्रित होती है, जबकि गति + गति की दिशा वेल्डर के नियंत्रण में रहती है। गैस के खोल के बिना काम की विधि को अंजाम दिया जा सकता है - एक विशेष स्व-परिरक्षण तार का उपयोग सिलिकॉन, मैंगनीज और अन्य धातु तत्वों के साथ डीऑक्सीडाइजिंग गुणों के साथ किया जाता है।
3) स्वचालित जलमग्न चाप वेल्डिंग
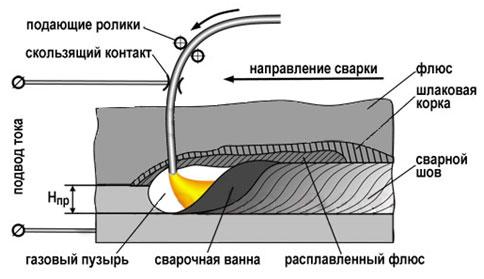
बढ़ी हुई उत्पादकता और न्यूनतम इलेक्ट्रोड हानियों वाली एक विधि। वेल्डर स्पलैश से डर नहीं सकता है, और वेल्डिंग क्षेत्र सीम के लिए ऑक्साइड और अन्य हानिकारक अशुद्धियों के गठन के मामले में जितना संभव हो उतना सुरक्षित है।
वेल्डिंग प्रक्रिया एल्गोरिथ्म:
- विशेष रोलर्स द्वारा वायर फीड।
- एक स्लाइडिंग प्रकार के संपर्क के माध्यम से, तार पर एक विद्युत प्रवाह लगाया जाता है।
- सीम के लिए अंकन के साथ इलेक्ट्रोड की आवाजाही शुरू होती है।
- इकाई के बंकर से एक फ्लक्स डाला जाता है, जिसके वाष्पीकरण के कारण एक गैस बादल बनता है जो विद्युत चाप को बाहरी वातावरण के प्रभाव से बचाता है।
- सीवन गठन।
- लावा हटाना।
- पुन: उपयोग के लिए अतिरिक्त प्रवाह एकत्र करें।
काम के लिए उपकरण को विशेष नेत्र सुरक्षा का उपयोग करने के लिए ऑपरेटर की आवश्यकता नहीं होती है। प्रक्रिया के स्वचालन के कारण, वेल्डर का व्यक्तिपरक प्रभाव कम से कम हो जाता है, और इसलिए, खराब होने का जोखिम तेजी से कम हो जाता है।
सीवन बनाने की तकनीकों के बारे में
इससे पहले कि आप स्वयं इलेक्ट्रिक वेल्डिंग द्वारा खाना बनाना सीखें, आपको धातु के हिस्सों को जोड़ने के लिए विभिन्न वेल्डिंग तकनीकों में महारत हासिल करनी चाहिए। विद्युत चाप का उचित रखरखाव और गति गुणवत्ता वाले सीम की कुंजी है। यदि चाप बहुत लंबा है, तो धातु ऑक्सीकरण करेगा और नाइट्रोजन से संतृप्त हो जाएगा, बूंदों के साथ स्प्रे करेगा, और एक झरझरा संरचना बनाएगा।
ओवरलैप सीवन
वेल्डिंग चाप इलेक्ट्रोड अक्ष के साथ आगे बढ़ता है। इस प्रकार, वांछित चाप की लंबाई बनी रहती है, जो इलेक्ट्रोड की पिघलने की दर से प्रभावित होती है। इलेक्ट्रोड की लंबाई धीरे-धीरे कम हो जाती है, जैसे कि इसके और वेल्ड पूल के बीच की दूरी बढ़ जाती है। इसे रोकने के लिए, इलेक्ट्रोड को अक्ष के साथ ले जाया जाना चाहिए, इसके छोटा होने और वेल्ड पूल की दिशा में गति के समकालिकता को देखते हुए।
सीलिंग सीम
इलेक्ट्रोड व्यास वेल्डेड सेटल की मोटाई पर निर्भर करता है
एक अन्य प्रकार के रोलर को थ्रेड कहा जाता है। इस तरह के एक मनका वेल्ड किए जा रहे वेल्ड की धुरी के साथ इलेक्ट्रोड को स्थानांतरित करने की प्रक्रिया में बनता है। जहां तक रोलर की मोटाई का सवाल है, यह इलेक्ट्रोड के व्यास और उसके चलने की गति पर निर्भर करता है।







रोलर की चौड़ाई के बारे में, हम कह सकते हैं कि यह आमतौर पर 2-3 . है मिमी इलेक्ट्रोड व्यास से अधिक है. इसका परिणाम काफी संकीर्ण वेल्ड सीम में होता है। एक मजबूत संरचना बनाने के लिए इसकी ताकत पर्याप्त नहीं है। इसे कैसे जोड़ेंगे? यह पर्याप्त है जब इलेक्ट्रोड वेल्ड की धुरी के साथ-साथ एक अतिरिक्त गति करने के लिए चलता है - अक्ष के पार।
टी सीवन (एक तरफा काटने के साथ)
ऑपरेशन के दौरान इलेक्ट्रोड का अनुप्रस्थ विस्थापन सीम की पर्याप्त चौड़ाई प्राप्त करना संभव बनाता है। यह इलेक्ट्रोड के पारस्परिक दोलनों द्वारा किया जाता है, जिसकी चौड़ाई प्रत्येक विशिष्ट मामले के लिए व्यक्तिगत रूप से निर्धारित की जाती है। यहां सीम की स्थिति, उसके आकार, खांचे के आकार, सामग्री की विशेषताओं, साथ ही डिजाइन के लिए आवश्यकताओं की सूची को ध्यान में रखना आवश्यक है। सीम की सामान्य चौड़ाई 1.5 से 5.0 इलेक्ट्रोड व्यास पर विचार करने के लिए प्रथागत है।
इलेक्ट्रोड समर्थन के साथ वेल्डिंग सीम
यह इलेक्ट्रोड के बल्कि जटिल, ट्रिपल आंदोलनों के साथ बनता है। कई रूपों में मौजूद है। शास्त्रीय चाप वेल्डिंग में गति का प्रक्षेपवक्र ऐसा होना चाहिए कि जुड़ने वाले भागों के किनारों को पिघलाया जाए, और साथ ही किसी दिए गए आकार का वेल्ड बनाने के लिए पर्याप्त पिघली हुई धातु का निर्माण किया जाना चाहिए।
इलेक्ट्रिक वेल्डिंग क्या है?
इलेक्ट्रिक वेल्डिंग के तरीकों में से एक है, जब एक इलेक्ट्रिक आर्क का उपयोग धातुओं को गर्म करने और फिर पिघलाने के लिए किया जाता है। उत्तरार्द्ध का तापमान 7000 डिग्री सेल्सियस तक पहुंच जाता है, जो कि अधिकांश धातुओं के पिघलने बिंदु से काफी अधिक है।
विद्युत वेल्डिंग की प्रक्रिया निम्नानुसार आगे बढ़ती है। विद्युत चाप बनाने और बनाए रखने के लिए, वेल्डिंग उपकरण से इलेक्ट्रोड को करंट की आपूर्ति की जाती है।
वेल्डिंग प्रक्रिया के दौरान, इलेक्ट्रोड के आधार धातु और धातु कोर को पिघलाया जाता है और मिश्रित किया जाता है, जिससे एक मजबूत और अविभाज्य सीम (+) बनता है।
जब इलेक्ट्रोड रॉड वेल्डेड होने वाली सतह को छूती है, तो वेल्डिंग करंट प्रवाहित होता है। इसके प्रभाव और एक विद्युत चाप के प्रभाव में, वेल्ड किए जाने वाले तत्वों के इलेक्ट्रोड और धातु के किनारे पिघलने लगते हैं। पिघल से, जैसा कि वेल्डर कहते हैं, एक वेल्ड पूल बनता है, जिसमें पिघला हुआ इलेक्ट्रोड बेस मेटल के साथ मिलाया जाता है।
पिघला हुआ स्लैग स्नान की सतह पर तैरता है और एक सुरक्षात्मक फिल्म बनाता है। चाप को बंद करने के बाद, धातु धीरे-धीरे ठंडा हो जाता है, जिससे स्केल से ढका हुआ एक सीम बनता है। सामग्री पूरी तरह से ठंडा होने के बाद, इसे साफ कर दिया जाता है।
वेल्डिंग के लिए गैर-उपभोज्य और उपभोज्य इलेक्ट्रोड का उपयोग किया जा सकता है। पहले मामले में, एक वेल्ड बनाने के लिए एक भराव तार को पिघल में पेश किया जाता है, दूसरे में इसकी आवश्यकता नहीं होती है। एक विद्युत चाप के गठन और बाद के रखरखाव के लिए, विशेष उपकरण का उपयोग किया जाता है।
घरेलू वातावरण में एक वेल्डर के क्षेत्र में कौशल को व्यापक कार्य करने के लिए आवश्यक है:
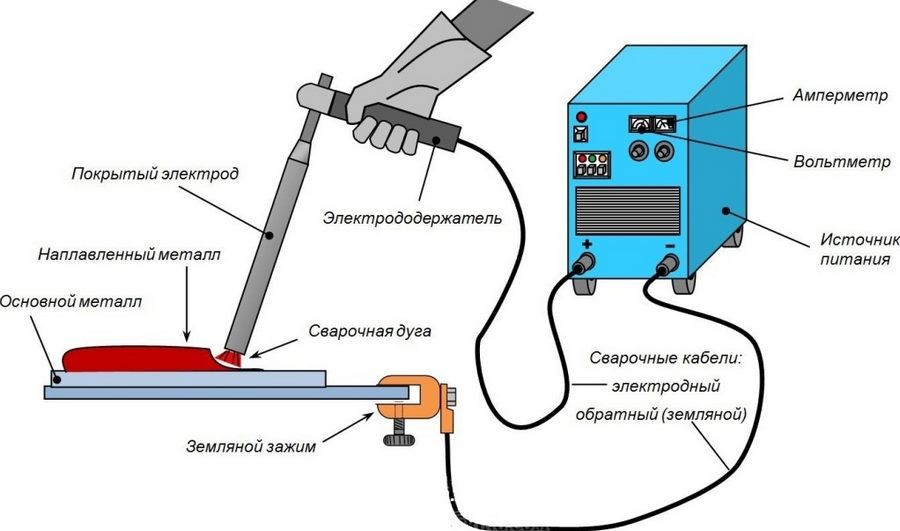
वेल्डिंग के लिए इन्वर्टर का डिज़ाइन
यह समझने के लिए कि वेल्डिंग मशीन का सही उपयोग कैसे किया जाए, नौसिखिए मास्टर को इन्वर्टर के डिजाइन से खुद को परिचित करना चाहिए।
वेल्डिंग इन्वर्टर एक आंतरिक घटक के साथ एक धातु बॉक्स है, जिसका कुल वजन लगभग 7 किलो है, जो आसान ले जाने के लिए एक हैंडल और एक कंधे का पट्टा से लैस है। वेल्डिंग इन्वर्टर के आवास में वेंटिलेशन छेद हो सकते हैं जो यूनिट के ठंडा होने पर हवा के बेहतर बहिर्वाह में योगदान करते हैं।फ्रंट पैनल में काम करने की स्थिति को बदलने के लिए बटन हैं, आवश्यक वोल्टेज और करंट का चयन करने के लिए नॉब्स, काम करने वाले केबलों को जोड़ने के लिए आउटपुट, साथ ही संकेतक जो वेल्डिंग के दौरान बिजली की उपस्थिति और इन्वर्टर के ओवरहीटिंग का संकेत देते हैं। मशीन को मेन से जोड़ने के लिए केबल आमतौर पर इन्वर्टर के पीछे स्थित कनेक्टर से जुड़ा होता है।

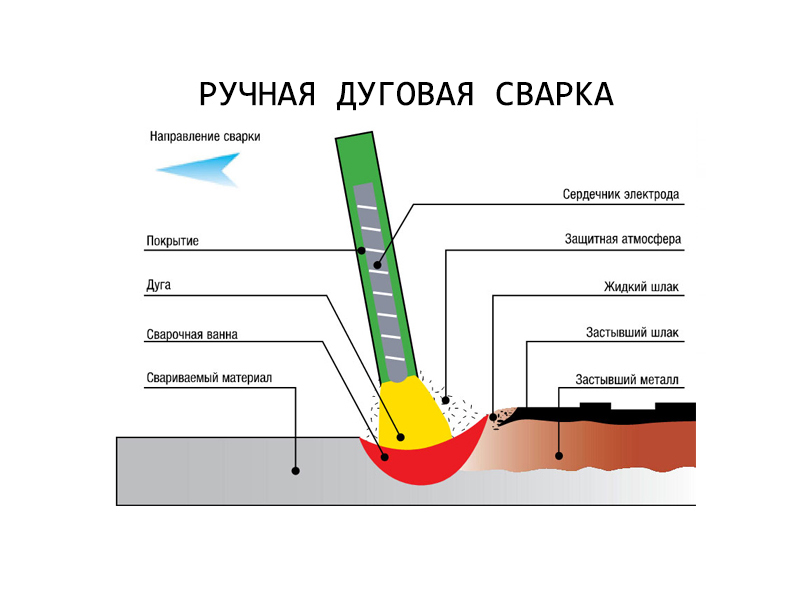
वेल्डिंग इन्वर्टर का डिज़ाइन
जब इलेक्ट्रोड वेल्डिंग के दौरान वेल्ड की जा रही धातु की प्लेटों से संपर्क करता है, तो एक उच्च-तापमान चाप बनता है, जिसके परिणामस्वरूप वेल्डेड रॉड के तत्व और वेल्डेड संयुक्त की धातु दोनों पिघल जाते हैं। प्लेटों और इलेक्ट्रोड की पिघली हुई धातुओं द्वारा चाप के क्षेत्र में बने पूल को इलेक्ट्रोड के तरलीकृत कोटिंग द्वारा ऑक्सीकरण से बचाया जाता है। धातु पूरी तरह से ठंडा होने के बाद, वेल्डिंग के दौरान इलेक्ट्रोड कोटिंग द्वारा संरक्षित वेल्ड की ऊपरी सतह एक कठोर स्लैग में बदल जाएगी, जिसे प्रकाश यांत्रिक क्रिया द्वारा आसानी से हटाया जा सकता है (उदाहरण के लिए, टैपिंग द्वारा)
वेल्डेड जोड़ की धातु और इलेक्ट्रोड (चाप लंबाई) के बीच समान दूरी-अंतर का निरीक्षण करना महत्वपूर्ण है, जो इसके विलुप्त होने को रोकेगा। ऐसा करने के लिए, इलेक्ट्रोड को निरंतर गति से संलयन क्षेत्र में खिलाया जाना चाहिए, और वेल्ड रॉड को समान रूप से वेल्ड संयुक्त के साथ निर्देशित किया जाना चाहिए।
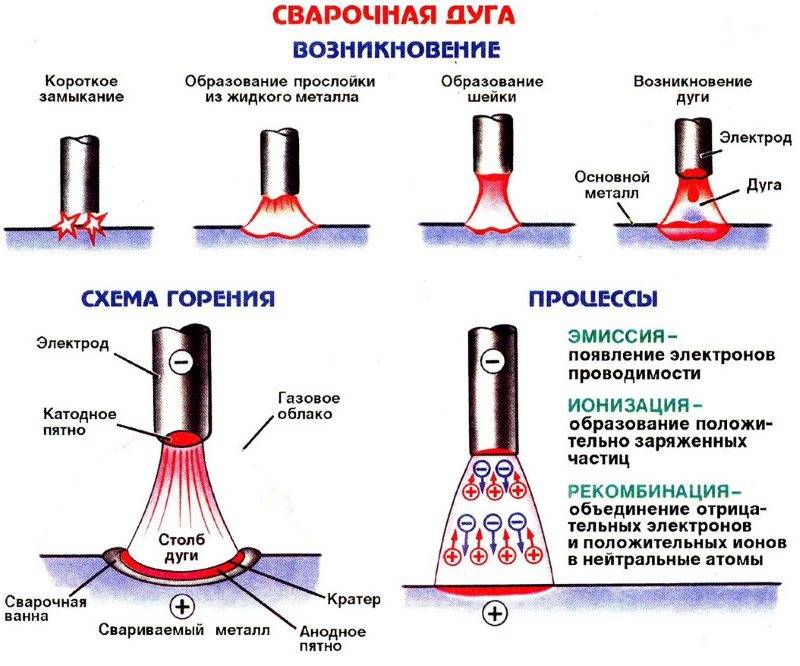
वेल्डिंग आर्क
सही पास्ता कैसे चुनें?
सही पास्ता कैसे चुनें?
उचित पोषण के अधिकांश अनुयायी इस भोजन को अस्वस्थ और अस्वस्थ मानते हुए मना कर देते हैं। लेकिन सही उत्पाद शरीर को लाभ पहुंचा सकता है, और इसलिए, इसे खरीदते समय, आपको निम्नलिखित सिफारिशों पर विचार करना चाहिए:
गुणवत्ता वाले उत्पादों की संरचना में दो घटक शामिल हैं - आटा और पानी। स्वाद, लाभ और हानि, उनका पोषण और ऊर्जा मूल्य काफी हद तक मुख्य अवयवों की गुणवत्ता पर निर्भर करता है। उनमें प्राकृतिक रंग भी शामिल हो सकते हैं - पालक का रस, गाजर का रस, कटलफिश स्याही, मसाले, जिनकी उपस्थिति पैकेज पर इंगित की जानी चाहिए;
उत्पाद किस प्रकार के आटे से बना है, यह विशेष ध्यान देने योग्य है। यह ड्यूरम गेहूं की किस्मों से संबंधित होना चाहिए, क्योंकि यह वह विकल्प है जिसमें इसकी संरचना में वसा नहीं होता है, यह शरीर द्वारा पूरी तरह से अवशोषित होता है।




यदि पास्ता बनाने के लिए नरम किस्मों के मुख्य घटक का उपयोग किया जाता है, तो उनमें बहुत अधिक स्टार्च होगा, यही कारण है कि वे बहुत अधिक कैलोरी बन जाते हैं, और यही कारण है कि अतिरिक्त वजन बढ़ता है;
यह सुनिश्चित करने के लिए कि गुणवत्ता वाले ड्यूरम बेस स्टॉक का उपयोग किया जा रहा है, उत्पाद की उपस्थिति पर ध्यान दें। इसकी सतह चिकनी होनी चाहिए, रंग सुनहरे रंग के साथ एम्बर, पीला होना चाहिए।
इसमें चिकने किनारे होते हैं, और उत्पादों पर छोटे धब्बे होते हैं। पैकेज में कोई मलबा नहीं होना चाहिए। यदि वे नरम आटे से बने हैं, तो उनका रंग हल्का होगा या उनके पास एक पीला, अप्राकृतिक रंग, असमान किनारों, एक खुरदरी सतह, हल्के छोटे धब्बे होंगे, संभव है कि पैकेज में टुकड़े, टुकड़े हों;
प्रोटीन आटा उत्पादों का एक महत्वपूर्ण घटक है। यदि वे उच्च गुणवत्ता वाले हैं, तो ड्यूरम गेहूं से बने हैं, उनमें लगभग 12-15 ग्राम / 100 ग्राम होते हैं। उत्पाद की निम्न गुणवत्ता का एक संकेतक अधिकतम 10 ग्राम / 100 ग्राम की प्रोटीन सामग्री है;
लागत पर ध्यान दें - प्रीमियम वर्ग की बात करते हुए अच्छा पास्ता अधिक महंगा है;
स्पेगेटी जैसे पास्ता का दूसरे तरीके से परीक्षण किया जाता है - विश्लेषण करें कि वे कैसे टूटते हैं, लेकिन यह खाना पकाने की प्रक्रिया से तुरंत पहले किया जा सकता है। यदि वे उच्च गुणवत्ता के हैं, तो वे अच्छी तरह झुकते हैं, लेकिन वे मजबूत होते हैं, इसलिए उन्हें तोड़ना इतना आसान नहीं है, जो कच्चे माल के नरम ग्रेड से बने उत्पादों के बारे में नहीं कहा जा सकता है;
खाना पकाने के बाद एक गुणवत्ता वाला उत्पाद अपने आकार, पीले-सुनहरे रंग को बरकरार रखता है, भले ही लंबे समय तक पानी में छोड़ दिया जाए;
अच्छा पास्ता इस तथ्य की विशेषता है कि यह कम से कम उबलता है, और इसलिए एक साथ चिपकता नहीं है।
इस विडियो को यूट्यूब पर देखें
इलेक्ट्रोड फ़ीड दर का प्रभाव
फ़ीड दर वेल्डिंग के लिए इलेक्ट्रोड आपूर्ति की गई पिघली हुई सामग्री की आवश्यक मात्रा प्रदान करनी चाहिए। इसकी अपर्याप्त राशि से कटौती हो सकती है। प्रत्यक्ष और रिवर्स पोलरिटी वेल्डिंग दोनों में यह कारक बहुत महत्वपूर्ण है।
चाप वेल्डिंग के दौरान, जोड़ के साथ रॉड की तीव्र गति के कारण, चाप शक्ति धातु को गर्म करने के लिए पर्याप्त नहीं हो सकती है। नतीजतन, एक उथले सीम का निर्माण होता है, जो धातु के ऊपर स्थित होता है। किनारे अधूरे रह जाते हैं।
इलेक्ट्रोड की धीमी गति से अति ताप होता है। इस मामले में, सतह को जलाना और पतली धातु को विकृत करना संभव है।
आधुनिक वेल्डिंग मशीनों में विभिन्न कार्यों और क्षमताओं की एक विस्तृत श्रृंखला होती है। फिर भी, फिलहाल, अब तक किए गए अधिकांश गुणवत्तापूर्ण कार्य किसी व्यक्ति के कौशल द्वारा सटीक रूप से निर्धारित किए जाते हैं।
विद्युत वेल्डिंग का उपयोग करके पाइपों को जोड़ना
धातु इलेक्ट्रोफ्यूजन फिटिंग
इलेक्ट्रोफ्यूजन फिटिंग ऐसे उपकरण हैं जो वर्कपीस के दो हिस्सों को जोड़ने में मदद करते हैं।दो प्रारूप हैं: थ्रेडेड और वेल्डेड। थ्रेडेड फिटिंग एंड्स - फिटिंग के अंदर और बाहर थ्रेडेड। और फिटिंग में एक कक्ष भी होता है, जो विद्युत वेल्ड के कार्यान्वयन की सुविधा प्रदान करता है।
इनमें से कई उपकरण दो तत्वों का उपयोग करके भाग से जुड़े होते हैं: एक घुटना और एक बट। पहले संस्करण में, व्यास दूसरे की तुलना में बड़ा है, और दूसरा, एक नियम के रूप में, वेल्ड किए जाने वाले भाग के साथ मेल खाता है।
इलेक्ट्रिक फिटिंग पॉलीथीन
ये भाग आपको जुड़े भागों के इलेक्ट्रोफ्यूजन को बढ़ाने की अनुमति देते हैं। आमतौर पर, पॉलीइथाइलीन पानी के पाइप के लिए पॉलीइथाइलीन सहायक फिटिंग का उपयोग किया जाता है, जो कम दबाव प्रणालियों के लिए डिज़ाइन किए गए हैं।
 एचडीपीई फिटिंग एक बट या ओवरलैप के साथ पाइप पर स्थापित की जाती है। तत्वों को एक विशेष धारक द्वारा आयोजित किया जाता है। कनेक्शन और टयूबिंग स्थापित किए जाते हैं, फिर फिटिंग में डालकर गरम किया जाता है।
एचडीपीई फिटिंग एक बट या ओवरलैप के साथ पाइप पर स्थापित की जाती है। तत्वों को एक विशेष धारक द्वारा आयोजित किया जाता है। कनेक्शन और टयूबिंग स्थापित किए जाते हैं, फिर फिटिंग में डालकर गरम किया जाता है।
यह उल्लेखनीय है कि इलेक्ट्रिक वेल्डिंग के लिए दोनों विकल्प रासायनिक क्रिया पर आधारित हैं - 170 डिग्री सेल्सियस के तापमान पर पॉलिमर की आणविक श्रृंखलाओं का विनाश और प्लास्टिक को सख्त करने की प्रक्रिया में नए का निर्माण।
युग्मन और विद्युत परागण
आधुनिक विद्युत प्रौद्योगिकी एक ऐसे स्तर पर पहुंच गई है जहां भारी, उपयोग में कठिन और अप्रचलित उपकरणों के बिना करना आसान है।
बाहरी म्यान और उसकी फिटिंग पिघल जाती है, और जैसे ही तापमान गिरता है, एक नई बहुलक श्रृंखला बनाई जाती है। नतीजतन, पॉलीथीन पाइप की उच्च गुणवत्ता वाली इलेक्ट्रिक वेल्डिंग की गारंटी है, जिसका उपयोग घरेलू प्रणालियों और औद्योगिक पाइपलाइनों दोनों के लिए सुरक्षित रूप से किया जा सकता है।
इन फिटिंग्स को निम्नलिखित फायदों की विशेषता है:
- वे 20 से 400 मिमी के व्यास के साथ पाइप जोड़ते हैं;
- कनेक्शन आंतरिक रूप से स्थापित है और उच्च दबाव संचालन का सामना करने में सक्षम है;
- वे सभी रसायनों के लिए निष्क्रिय हैं और इस प्रकार पानी के लिए भी सुरक्षित हैं;
- किसी भी दबाव वृद्धि का सामना करना।
फिटिंग की एक विस्तृत श्रृंखला है - छोटे से बड़े व्यास तक। इनका उपयोग बड़े रासायनिक संयंत्रों में भी किया जा सकता है।
फिटिंग स्थापित करने के लिए आप ट्रांसफार्मर का उपयोग कर सकते हैं।
इलेक्ट्रिक पाइप वेल्डिंग कैसे तैयार करें
तैयारी: वेल्डर, वर्कपीस, कनेक्टिंग एलिमेंट, ट्रांसफॉर्मर पूरी तत्परता और अखंडता में।
एक समकोण पर पाइप।
सटीक काटने के लिए, भाग के किनारे के एक कक्ष के साथ।
पाइप फिटिंग में गुजरता है और उस जगह को ठीक करता है जहां इसे पहले नोट किया गया था।
भागों को नीचा करें।
वेल्डिंग ट्रांसफार्मर को बिजली के स्रोत से जोड़ने के बाद, एक वेल्डिंग जोड़ बनाएं।
वेल्डिंग मशीन को बंद कर दिया जाता है और 30 मिनट के लिए वार्म-अप मोड चालू कर दिया जाता है।
यह महत्वपूर्ण है कि किसी भी कनेक्शन या धारक को स्थानांतरित न करें! बंद करने के बाद, पूरी तरह से ठंडा होने की प्रतीक्षा करें।
डिवाइस उपयोग और आगे के कनेक्शन के लिए तैयार है!
होम वेल्डर के तकनीकी उपकरण
एक मैनुअल ES का चाप बनाने के लिए, एक विद्युत प्रवाह स्रोत की आवश्यकता होती है जो ED को बिजली देने के लिए विद्युत ऊर्जा की एक स्थिर आपूर्ति प्रदान करता है। मैनुअल ES के लिए समान रूप से लागू: प्रत्यावर्ती धारा स्रोत, और प्रत्यक्ष धारा पर चलने वाले उपकरण। वेल्डिंग उपकरण के घरेलू उपयोग की स्थितियों में, विद्युत तारों की स्थिति जिससे खरीदी गई वेल्डिंग इकाई को जोड़ा जाएगा, एक महत्वपूर्ण भूमिका निभाती है। यह उन उपकरणों के प्रकार को निर्धारित करेगा जो एक नौसिखिया "वेल्डेड" उपयोग कर सकता है।






महत्वपूर्ण! वेल्डिंग मशीन अपने सुरक्षात्मक और नियामक उपकरणों - प्लग और फ़्यूज़, स्वचालित मशीन, आदि के मापदंडों के भीतर घरेलू बिजली की आपूर्ति से संचालित करने में सक्षम है। यदि "वेल्डर" की प्रदर्शन विशेषताएं विद्युत नेटवर्क की सुरक्षात्मक प्रणाली की आवश्यकताओं को पूरा नहीं करती हैं, तो अचानक वोल्टेज में उतार-चढ़ाव के कारण चमकती रोशनी, मशीनों को बंद करना, पूरे घर में घरेलू उपकरणों की विफलता संभव है।
होम वेल्डर निम्नलिखित से सुसज्जित होना चाहिए:
- वर्तमान स्रोत।

वर्तमान में, घरेलू उपयोग के लिए वेल्डिंग उपकरण को अक्सर एमएमए के लिए उपकरण के रूप में संदर्भित किया जाता है (अंग्रेजी से। मेटल मैनुअल आर्क - मैनुअल ईएस टुकड़ा लेपित इलेक्ट्रोड के साथ)। विद्युत उपकरण बाजार घरेलू उपयोग के लिए तीन प्रकार के वर्तमान स्रोत प्रदान करता है:
- प्रत्यावर्ती धारा पर काम करने वाले वेल्डिंग ट्रांसफार्मर,
- वेल्डिंग रेक्टिफायर्स जो अल्टरनेटिंग मेन वोल्टेज को डायरेक्ट करंट में बदलते हैं,
- इनवर्टर जो घर के आउटलेट से काम कर सकते हैं।
- ले जाने के साथ बिजली केबल्स और लीड तारों का एक सेट।
- इलेक्ट्रोड धारक (वसंत या लीवर), जिसे आमतौर पर "धारक" कहा जाता है।
- वेल्डर के व्यक्तिगत सुरक्षा उपकरण:
- गर्मी प्रतिरोधी कपड़े, जूते, दस्ताने या मिट्टियाँ,
- सुरक्षात्मक मुखौटा।
इलेक्ट्रिक वेल्डिंग टेक्नोलॉजी
अनुभवी वेल्डर के मार्गदर्शन में इलेक्ट्रिक वेल्डिंग द्वारा भागों को ठीक से वेल्ड करना सीखना बेहतर है। अगर किसी कारण से यह काम नहीं करता है, तो आप इसे स्वयं आजमा सकते हैं। पहले आपको कार्यस्थल को ठीक से व्यवस्थित करने की आवश्यकता है
यह बहुत महत्वपूर्ण है, क्योंकि वेल्डिंग एक उच्च तापमान है, और इसलिए एक आग खतरनाक प्रक्रिया है।
काम करने के लिए, आपको एक कार्यक्षेत्र या गैर-दहनशील सामग्री से बना कोई अन्य आधार चुनना होगा।लकड़ी की मेज और इसी तरह के उत्पादों को सख्त वर्जित है। यह वांछनीय है कि वेल्डिंग की जाने वाली जगह के पास कोई ज्वलनशील वस्तु न हो।
प्रज्वलन के संभावित स्रोतों को खत्म करने के लिए अपने पास पानी की एक बाल्टी रखना सुनिश्चित करें। इसके अलावा, आपको एक सुरक्षित स्थान निर्धारित करने की आवश्यकता है जहां उपयोग किए गए इलेक्ट्रोड के अवशेष संग्रहीत किए जाएंगे। उनमें से सबसे छोटा भी आग लगा सकता है।
बिक्री पर आप विभिन्न व्यास के वेल्डिंग इलेक्ट्रोड पा सकते हैं। वेल्ड की जाने वाली धातु की मोटाई के आधार पर आवश्यक रॉड आकार का चयन किया जाता है।
पहले स्वतंत्र सीम के लिए, आपको धातु का एक अनावश्यक टुकड़ा तैयार करने और इसके लिए इलेक्ट्रोड का चयन करने की आवश्यकता है। विशेषज्ञ ऐसे मामलों में 3 मिमी की छड़ का उपयोग करने की सलाह देते हैं। छोटे व्यास का उपयोग पतली चादरों को वेल्डिंग करने के लिए किया जाता है, जिससे सीखने में असुविधा होती है। बड़े व्यास के इलेक्ट्रोड को उच्च उपकरण शक्ति की आवश्यकता होती है।
हम धातु के उस क्षेत्र को साफ करके शुरू करते हैं जिस पर सीवन स्थित होगा। कोई जंग या कोई संदूषण नहीं होना चाहिए।
भाग तैयार होने के बाद, इलेक्ट्रोड लें और इसे वेल्डिंग मशीन के क्लैंप में डालें। फिर हम "ग्राउंडिंग" क्लैंप लेते हैं और इसे भागों में मजबूती से बांधते हैं। केबल को फिर से जांचें। इसे धारक में टक किया जाना चाहिए और अच्छी तरह से अछूता होना चाहिए।
अब आपको वेल्डिंग मशीन के लिए ऑपरेटिंग करंट पावर का चयन करना होगा। इसे इलेक्ट्रोड के व्यास के अनुसार चुना जाता है। हम वेल्डिंग उपकरण के पैनल पर चयनित शक्ति सेट करते हैं।
अगला कदम चाप को प्रज्वलित करना है। ऐसा करने के लिए, इलेक्ट्रोड को लगभग 60 ° के कोण पर वर्कपीस में लाया जाना चाहिए और बहुत धीरे-धीरे आधार के ऊपर से गुजरना चाहिए। चिंगारी होनी चाहिए।जैसे ही ऐसा होता है, इलेक्ट्रोड को उस हिस्से से हल्के से स्पर्श करें और तुरंत इसे 5 मिमी से अधिक की ऊंचाई तक उठाएं।
वेल्डिंग इन्वर्टर ऑपरेशन के लिए तैयार है। इससे दो केबल जुड़े हुए हैं: एक इलेक्ट्रोड के लिए क्लैंप के साथ, दूसरा ग्राउंडिंग माउंट के साथ
इस समय, चाप चमकता है, जिसे पूरे ऑपरेशन के दौरान बनाए रखा जाना चाहिए। इसकी लंबाई 3-5 मिमी होनी चाहिए। यह इलेक्ट्रोड की नोक और वर्कपीस के बीच की दूरी है।




चाप को काम करने की स्थिति में बनाए रखते हुए, यह याद रखना चाहिए कि ऑपरेशन के दौरान इलेक्ट्रोड जल जाता है और छोटा हो जाता है। यदि इलेक्ट्रोड वर्कपीस के बहुत करीब है, तो चिपक सकता है। इस मामले में, आपको उन्हें किनारे पर थोड़ा स्विंग करने की आवश्यकता है। चाप पहली बार प्रज्वलित नहीं हो सकता है। शायद पर्याप्त करंट नहीं है, तो इसे बढ़ाने की जरूरत है।
नौसिखिए वेल्डर ने चाप को प्रज्वलित करना और इसे काम करने की स्थिति में रखना सीख लिया है, आप मनका वेल्डिंग शुरू कर सकते हैं। यह सभी कार्यों में सबसे सरल है। हम चाप में आग लगाते हैं और बहुत आसानी से शुरू करते हैं और ध्यान से इलेक्ट्रोड को भविष्य के सीम के साथ स्थानांतरित करते हैं।
उसी समय, हम एक छोटे आयाम के साथ एक अर्धचंद्र जैसा दिखने वाले दोलन करते हैं। हम पिघली हुई धातु को चाप के केंद्र में "रेक" करते हैं। इस प्रकार, आपको रोलर के समान एक समान सीम मिलनी चाहिए। इसमें धातु के छोटे तरंग जैसे प्रवाह होंगे। सीवन ठंडा होने के बाद, इसमें पैमाने को खटखटाया जाना चाहिए।