- काम के चरण
- पीई पाइप कनेक्शन के प्रकार
- peculiarities
- हम वेल्ड की गुणवत्ता को नियंत्रित करते हैं
- वेल्डिंग पैरामीटर और संचालन का क्रम
- हमारी वेबसाइट पर इस विषय पर अधिक:
- वेल्डिंग निर्देश
- बुनियादी नियम
- इलेक्ट्रोफ्यूजन कनेक्शन
- बट वेल्डिंग
- बेल तकनीक
- पीई पाइप टांका लगाने के लिए प्रसार विधि
- किसी उत्पाद को कैसे मोड़ें या सीधा करें
- पाइप झुकने के तरीकों का अवलोकन
- वर्कपीस को मोड़ने के प्रभावी तरीके
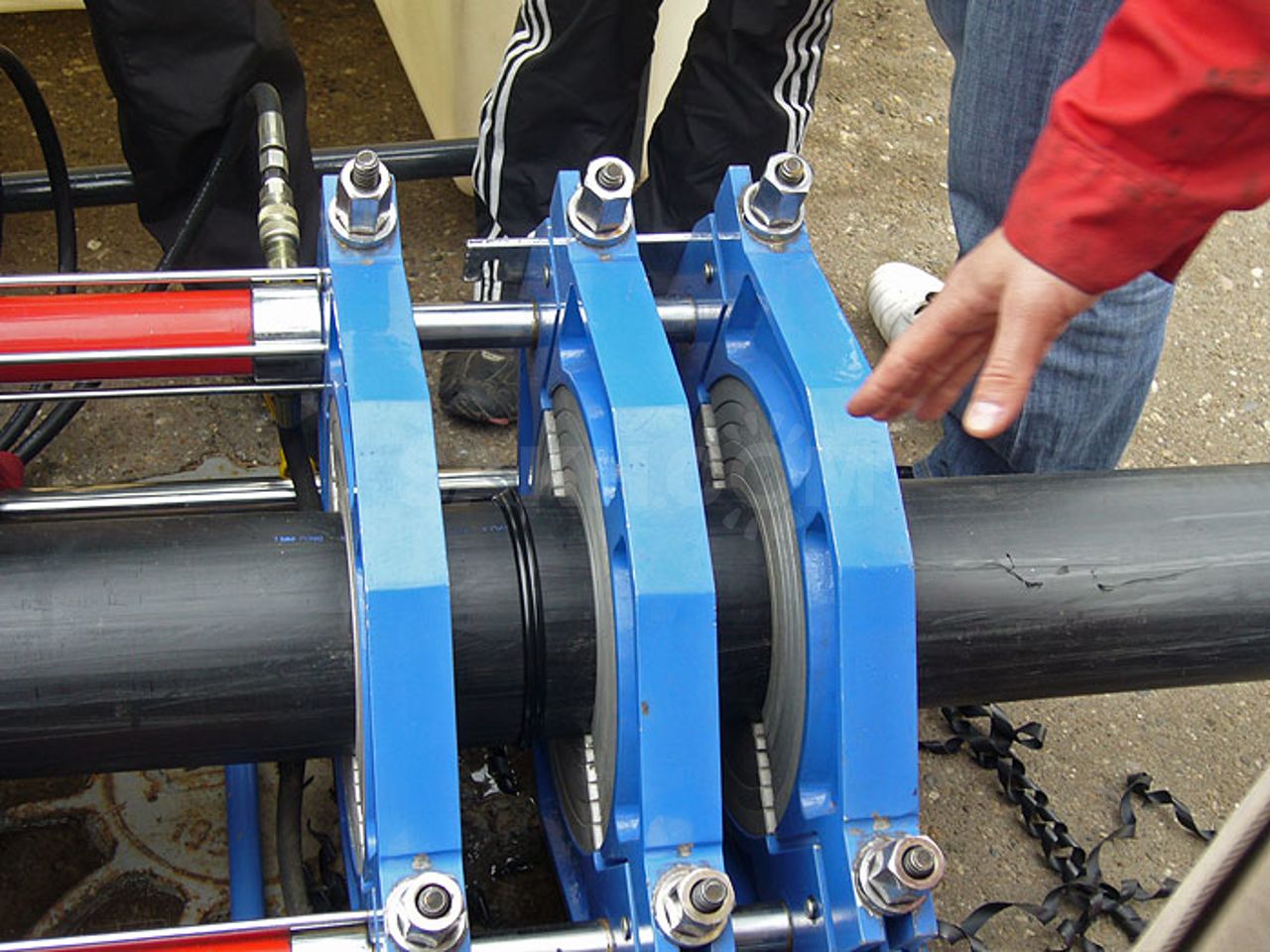
- बट वेल्डिंग
- इलेक्ट्रोफ्यूजन का उपयोग करने की ताकत
काम के चरण
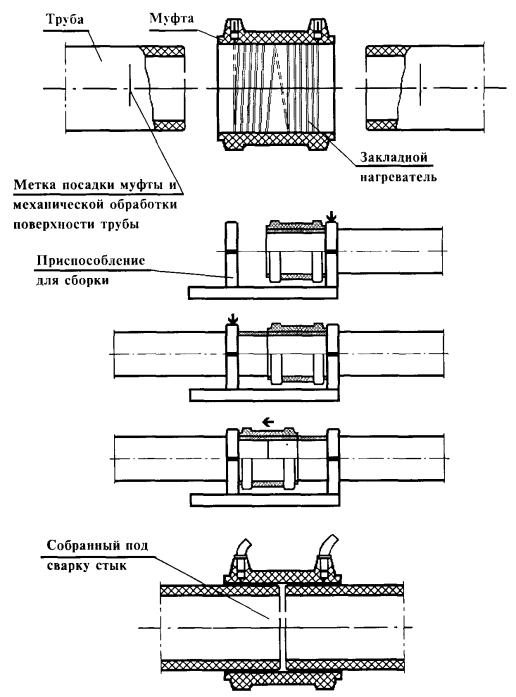
इलेक्ट्रोफ्यूजन विधि का उपयोग करके पॉलीइथाइलीन लाइनों की डू-इट-खुद वेल्डिंग संभव है।
निर्देश निम्नानुसार प्रस्तुत किया जा सकता है:
- तैयारी;
- एक केंद्रक के साथ फिक्सिंग और एक युग्मन की स्थापना;
- युग्मन के लिए वेल्डर का कनेक्शन;
- वेल्डिंग;
- कनेक्शन के तहत डिवाइस को हटाना।

इस तथ्य के बावजूद कि वेल्डिंग घर पर की जानी चाहिए, सिरों को अभी भी एक विशेष उपकरण - एक पाइप कटर के साथ काटा जाना चाहिए। यह आपको कनेक्ट करते समय बेहतर संरेखण प्राप्त करने की अनुमति देगा। जंक्शन से ऑक्साइड जमा को हाथ की खुरचनी या रॉड का उपयोग करके निकालना अधिक सुविधाजनक है। हटाई जाने वाली परत पाइप के किनारे से लगभग 200 मिमी होनी चाहिए। परिणामस्वरूप चिप्स को उसी खुरचनी से हटा दिया जाना चाहिए। शराब के साथ संयुक्त भागों को घटाना चाहिए। इस स्तर पर, आप विशेष नैपकिन का उपयोग कर सकते हैं।सेंट्रलाइज़र में सबसे सटीक प्लेसमेंट के लिए, लाइन को कपलिंग के आयामों के अनुसार चिह्नित किया जा सकता है। इन मूल्यों के अनुसार, पाइप और युग्मन को ठीक करना अधिक सुविधाजनक होगा।

इकट्ठे ढांचे को सुरक्षा नियमों के अनुपालन में तय किया जाना चाहिए। वेल्डिंग मशीन के टर्मिनलों को युग्मन पर कनेक्टर्स से जोड़ा जाना चाहिए। डिवाइस कपलिंग की सतह पर मौजूद बारकोड को चालू करता है और पहचानता है। अधिकांश वेल्डर का मोड स्वचालित है। युग्मन को गर्म करने और ठंडा करने की अवधि सिफर की पहचान के क्षण में ही निर्धारित की जाती है। कोड पढ़ने और श्रव्य संकेत के साथ समाप्त होने के बाद वेल्डिंग प्रक्रिया शुरू होगी। पाइप को ठंडा करने के लिए इसे सात मिनट के लिए अकेला छोड़ देना चाहिए। तभी क्लैम्प्स को सेंट्रलाइज़र से छोड़ा जा सकता है, और उपकरण को टांका लगाने की जगह से बाहर निकाला जा सकता है।

पीई पाइप कनेक्शन के प्रकार

पॉलीथीन पाइप को विभिन्न तरीकों का उपयोग करके एक ही लाइन में जोड़ा जा सकता है। इसके अलावा, उनमें से प्रत्येक विशिष्ट परिस्थितियों के लिए उपयुक्त है।
- इसलिए, एचडीपीई ट्यूबों को फिटिंग और कपलिंग (सॉकेट वेल्डिंग) के साथ जोड़ने का उपयोग मुख्य रूप से घर में प्लंबिंग सिस्टम के अंदर की व्यवस्था के लिए किया जाता है।
- बट वेल्डिंग का उपयोग करके डू-इट-खुद पाइपलाइन स्थापना। इस पद्धति का उपयोग बाहरी उद्देश्यों के लिए संचार के एक विस्तारित खंड को स्थापित करने के लिए किया जाता है। इसी समय, पाइप को मिट्टी की सतह पर और खाई में दोनों जगह बिछाया जा सकता है, इसके बाद उन्हें मिट्टी से ढक दिया जाता है।
- इलेक्ट्रोफ्यूजन वेल्डिंग। एचडीपीई ट्यूबों को जोड़ने की यह विधि विशेष प्लास्टिक कपलिंग का उपयोग करके निर्मित होती है, जिसमें सर्पिल तत्व होते हैं, जो उस पर लागू होने के परिणामस्वरूप गर्म हो जाते हैं।
आइए प्रत्येक विधियों पर करीब से नज़र डालें।
peculiarities
मुख्य कठिनाई यह है कि पॉलीइथाइलीन पाइप के परिचालन और तकनीकी गुण कई मायनों में पॉलीप्रोपाइलीन पाइप की गुणवत्ता विशेषताओं के समान हैं। वे जंग के अधीन भी नहीं हैं। पाइप की भीतरी सतह लेपित नहीं है। पाइप में उच्च रासायनिक प्रतिरोध होता है। सामग्री पर्यावरण के अनुकूल है, इसकी लंबी सेवा जीवन है।

मतभेदों में से, पेशेवर कम गर्मी प्रतिरोध पर ध्यान देते हैं। इसलिए, एचडीपीई पाइप का उपयोग केवल ठंडे पानी की आपूर्ति और वेंटिलेशन सिस्टम के लिए किया जाता है। कभी-कभी उनका उपयोग गैस पाइपलाइनों की स्थापना के लिए किया जाता है। 40-50 डिग्री से ऊपर के वातावरण में परिवहन करते समय पॉलीथीन पाइप का उपयोग संभव है। एक अपवाद क्रॉस-लिंक्ड पॉलीइथाइलीन है, जिसे +95 डिग्री तक के तापमान पर संचालित करने की अनुमति है। पॉलीथीन पाइप में उत्कृष्ट ठंढ प्रतिरोध होता है, जो उन्हें -70 डिग्री तक के तापमान पर उपयोग करने की अनुमति देता है।

एचडीपीई व्यावसायिक रूप से 20 से 1200 मिमी के व्यास के साथ उपलब्ध हैं। विकल्पों की विविधता के कारण, वे विभिन्न क्षेत्रों में व्यापक रूप से उपयोग किए जाते हैं। पानी के पाइप के अलावा, आंतरिक और बाहरी दोनों के लिए सीवेज के लिए बड़ी व्यास की लाइनें भी खरीदी जाती हैं।







एचडीपीई पाइप की तकनीकी विशेषताओं को आधार के गुणों से निर्धारित किया जाता है - कम दबाव वाली पॉलीथीन। यह हल्का है, जो दसियों वायुमंडल के दबाव के प्रतिरोधी, पाइपलाइन को स्थापित करना आसान बनाता है। सामग्री के नकारात्मक गुणों में से, यह शून्य से नीचे के तापमान पर इसका उपयोग करने की सीमित संभावना को ध्यान देने योग्य है (एचडीपीई कांचदार हो जाता है), और ऊंचे तापमान (40 डिग्री से अधिक) पर, एचडीपीई अपनी कठोरता खो देता है। जब 70 डिग्री तक गर्म किया जाता है, तो पॉलीथीन का आधार आकार में बढ़ जाता है, लेकिन ज्यादा नहीं।
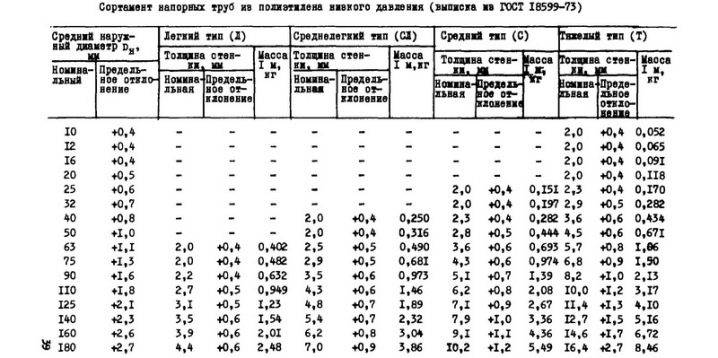
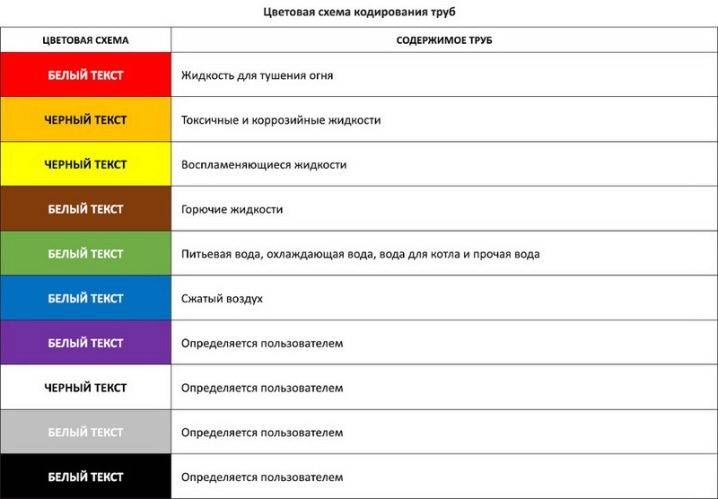
एचडीपीई की श्रेणी को गोस्ट द्वारा नियंत्रित किया जाता है, जिसे 2001 में वापस प्रकाशित किया गया था।राजमार्गों की सतहों में से किसी एक पर लागू सभी चिह्न मानकों का अनुपालन करते हैं। मार्किंग से सही विकल्प चुनना बहुत आसान हो जाता है। पहले अक्षरों में आपूर्तिकर्ता का नाम शामिल है, फिर पीई वर्गीकरण, उदाहरण के लिए, 1000 मिमी। तालिका में लाइनों की मोटाई, संभावित कार्य और अधिकतम दबाव, निर्माण की तारीख और लॉट संख्या का पदनाम भी शामिल है।
चिह्नों के तकनीकी मानचित्र में धारियों के रूप में रंग पदनाम भी शामिल हैं। यदि सॉकेट को पीले रंग से रंगा गया है, तो गैस पाइपलाइनों के लिए पाइप का उपयोग किया जा सकता है, यदि पट्टी नीली है, तो पाइप से केवल पानी की आपूर्ति की जा सकती है। पाइप कनेक्शन योजना मानक व्यावसायिक रूप से उपलब्ध खंडों को ध्यान में रखते हुए तैयार की गई है - 5 से 25 मीटर तक। मुख्य पानी के पाइप आमतौर पर ऑर्डर करने के लिए बनाए जाते हैं, जिनकी लंबाई 0.5 किलोमीटर तक होती है, और इसलिए इसमें न्यूनतम संख्या में कनेक्शन होते हैं।
हम वेल्ड की गुणवत्ता को नियंत्रित करते हैं
ऊपर वर्णित किसी भी तरीके से वेल्डेड जोड़ों को स्थापित करते समय, यह सही ढंग से आकलन करना बहुत महत्वपूर्ण है कि वेल्ड कितनी उच्च गुणवत्ता वाली है। यह इस बात पर निर्भर करता है कि क्या पाइपलाइन के इस खंड का उपयोग किया जा सकता है, या क्या सब कुछ फिर से करना होगा।

दो नियमित वेल्ड के साथ भाग
वास्तव में इतने सारे मूल्यांकन मानदंड नहीं हैं, और उन्हें याद रखना काफी सरल है:
- गुणवत्ता का सबसे महत्वपूर्ण संकेत पाइप की पूरी परिधि के चारों ओर एक समान पॉलीथीन रोलर की उपस्थिति है। यदि रोलर घुमावदार है, या यदि रोलर के बजाय एक अवसाद है, तो कनेक्शन का उपयोग नहीं किया जा सकता है;
- अगला महत्वपूर्ण कारक संरेखण है।शामिल भागों के एक मामूली विस्थापन की अनुमति है, लेकिन यह पाइप की दीवार की मोटाई के 10% से अधिक नहीं होनी चाहिए;

गलत संरेखण के मामले में दोषपूर्ण क्षेत्र की तस्वीर
- पिघला हुआ पॉलीथीन रोल की ऊंचाई भी सीमित है। 5 - 10 मिमी की दीवारों वाले पाइपों के लिए, यह मान 2.5 - 3 मिमी है, 20 मिमी - 5 मिमी या उससे कम की दीवारों वाले पाइपों के लिए।
बेशक, यदि आप कम दबाव वाली पाइपलाइन या गैर-दबाव संचार स्थापित कर रहे हैं, तो एक छोटे से विचलन की उपेक्षा की जा सकती है, लेकिन आपको अभी भी ऐसा नहीं करना चाहिए। एक मौजूदा पाइप की बाद में मरम्मत करने की तुलना में एक नया वेल्डेड जोड़ बनाना बहुत आसान है।







वेल्डिंग पैरामीटर और संचालन का क्रम
बट वेल्डिंग विकल्पों में शामिल हैं:
- सिरों पर दबाव की डिग्री।
- वह तापमान जिस पर सामग्री पिघलती है। ब्रांड पर निर्भर करता है।
- वह बल जिसके साथ सिरों को ताप तत्व के विरुद्ध दबाया जाता है।
- प्रक्रिया की अवधि।

संचालन का क्रम:
- पॉलीइथाइलीन पाइपों को वेल्डिंग करने में पहला कदम शामिल होने वाले पाइपों के सिरों को साफ करना है।
- डिवाइस के केंद्रक में फिक्सिंग पाइप जहां पॉलीथीन को वेल्ड किया जाएगा। धुरी की लंबवतता सुनिश्चित करने के लिए एक कटर के साथ पाइप के सिरों को संसाधित करना। उसी समय, तैयार वर्कपीस की जांच की जाती है ताकि कोई अंतराल न हो।
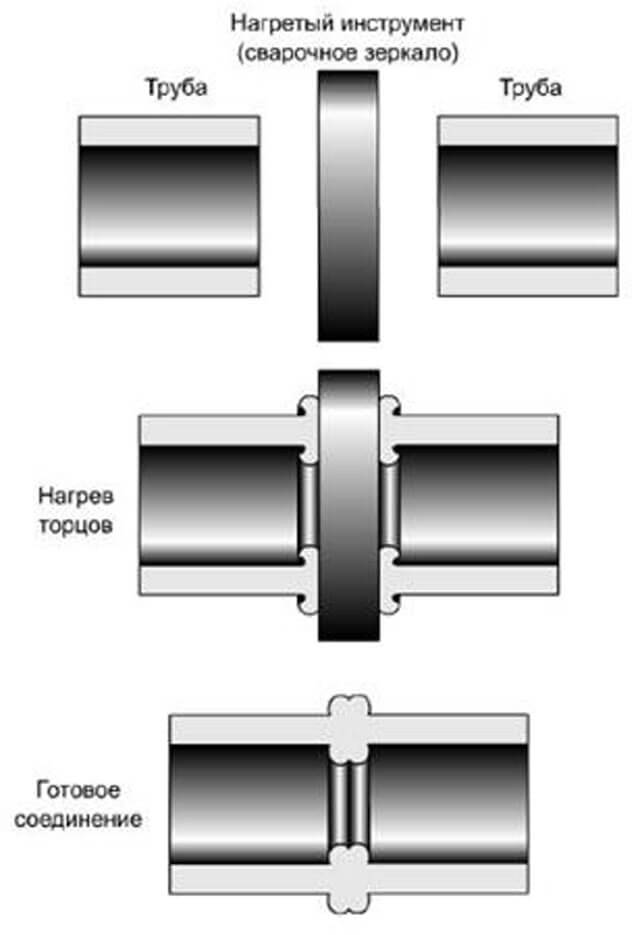
- वेल्डिंग दर्पण के साथ पाइप के सिरों को गलनांक तक गर्म करना, जो लगभग 220 डिग्री सेल्सियस है।
- पाइप के सिरों को आवश्यक बल से दबाना।
- डिवाइस से तैयार पाइप को हटाना।
यह समझने के लिए कि प्लास्टिक के पाइपों को कैसे वेल्ड किया जाता है, हमारी वेबसाइट पर वीडियो अधिक विस्तृत जानकारी देगा। इस प्रकार, यदि आपके पास आवश्यक उपकरण हैं, तो आप स्वयं कार्य करने में सक्षम होंगे।
हमारी वेबसाइट पर इस विषय पर अधिक:
- पॉलीप्रोपाइलीन पाइपों की वेल्डिंग - प्रक्रिया वीडियो उनकी कम लागत और कनेक्शन में आसानी के कारण, प्लास्टिक पाइप थर्मल और प्लंबिंग सिस्टम की स्थापना में अग्रणी स्थान रखते हैं। धातु संरचनाओं की तुलना में, पॉलीप्रोपाइलीन पाइप ...
- वेल्डिंग के लिए इलेक्ट्रोड के प्रकार - वीडियो पर इलेक्ट्रोड के साथ वेल्डिंग वेल्डिंग इलेक्ट्रोड विभिन्न प्रकार की सामग्रियों से वेल्डिंग भागों की प्रक्रिया में उपयोग की जाने वाली विभिन्न लंबाई की एक धातु की छड़ है। उनका मुख्य उद्देश्य विद्युत प्रवाह की आपूर्ति करना है ...
- शुरुआती के लिए वेल्डिंग - वीडियो सबक वेल्डिंग शब्द के तहत, आमतौर पर एक तकनीकी प्रक्रिया को समझने के लिए स्वीकार किया जाता है, जहां हीटिंग के परिणामस्वरूप, भागों के बीच इंटरमॉलिक्युलर और इंटरटॉमिक बॉन्ड स्थापित होते हैं। इस प्रकार, प्रत्यक्ष सामग्री जुड़े हुए हैं। ज्यादातर…
- वेल्डिंग वीडियो ट्यूटोरियल - शुरुआती वेल्डर के लिए एक इन्वर्टर के साथ वेल्डिंग सबक देखें। आपको हमेशा याद रखना चाहिए कि…
सामाजिक नेटवर्क पर अपने दोस्तों के साथ इस सामग्री का लिंक साझा करें (आइकन पर क्लिक करें):
वेल्डिंग निर्देश
यदि आपने पॉलीइथाइलीन पाइप चुना है, तो आपने समझदारी से काम लिया है, लेकिन अब भी उन्हें सही ढंग से स्थापित करने की आवश्यकता है। चलो सीखें
बुनियादी नियम
आप चाहे जो भी तकनीक चुनें - पॉलीइथाइलीन पाइप के इलेक्ट्रोफ्यूजन या बट वेल्डिंग, आपको ऐसे महत्वपूर्ण सिद्धांतों का पालन करना चाहिए:
- शामिल होने वाले तत्वों को संगत होना चाहिए (संरचना और भौतिक मापदंडों दोनों में)।
- पॉलीइथाइलीन पाइपों की बट वेल्डिंग केवल तभी की जा सकती है जब भागों में समान व्यास और समान दीवार मोटाई हो।
- किनारों को अच्छी तरह से साफ और degreased किया जाना चाहिए।
- ठंडी हवा के संपर्क से बचने के लिए कनेक्शन प्रक्रिया में शामिल नहीं होने वाली संरचनाओं के सिरों को प्लग के साथ बंद किया जाना चाहिए, जो प्रक्रिया पर प्रतिकूल प्रभाव डालता है।
- काम के दौरान, बाहरी वातावरण के प्रभाव को कम करना आवश्यक है, अर्थात्:
- गर्मी में, सूर्य के प्रकाश को कनेक्शन क्षेत्र तक न पहुंचने दें;
- हवा के मौसम में, हवा के झोंकों के लिए अवरोध पैदा करें;
- ठंड के मौसम में, काम के लिए कमरे को गर्म करने की सिफारिश की जाती है।
- संरचना की वेल्डिंग और शीतलन के दौरान, सिस्टम पर यांत्रिक प्रभाव को बाहर करें।
और अब आइए विस्तार से विचार करें कि पॉलीथीन पाइप वेल्डिंग की तकनीक बट-वेल्डिंग है और इलेक्ट्रोफ्यूजन विधि का उपयोग कर रही है।
 इलेक्ट्रोफ्यूजन तकनीक का फोटोफ्रैगमेंट: संलग्न हीटर
इलेक्ट्रोफ्यूजन तकनीक का फोटोफ्रैगमेंट: संलग्न हीटर
इलेक्ट्रोफ्यूजन कनेक्शन
इस प्रकार की वेल्डिंग, जिसे थर्मिस्टर वेल्डिंग भी कहा जाता है, का उपयोग विभिन्न दीवार मोटाई और व्यास के तत्वों के साथ-साथ गैर-दबाव पाइपलाइनों को स्थापित करने के लिए किया जाता है - जल निकासी स्थापना, गुरुत्वाकर्षण सीवर इत्यादि।
इस तकनीक का उपयोग करके कनेक्ट करने के लिए, आपको विशेष - इलेक्ट्रोफ्यूजन फिटिंग की आवश्यकता होगी। अब काम का क्रम याद रखें।
- सिस्टम डिजाइन करें।
- पाइप और अन्य भागों की आवश्यक संख्या की गणना करें।
- खरीदारी करें।
- संरचना को योजना द्वारा सुझाई गई लंबाई के टुकड़ों में काटें। सुनिश्चित करें कि कट सीधा है, सिस्टम में पिघली हुई सामग्री के प्रवाह से बचें।
- कपलिंग सहित भागों को तैयार और साफ करें। शराब के साथ तत्वों की सतह को नीचा दिखाना, इसे चीर के टुकड़े पर लागू करना अतिश्योक्तिपूर्ण नहीं होगा।
- यदि तत्वों की सतह ऑक्सीकरण होती है, तो एक विशेष खुरचनी के साथ अतिरिक्त हटा दें।
- संरेखण को ध्यान में रखते हुए, स्थिति में तत्वों को जकड़ें।
- धूल को प्रवेश करने से रोकने के लिए जोड़ को चिपकने वाली टेप से लपेटें।
- संरचनाओं के खुले सिरों को प्लग से बंद करें।
- क्लच टर्मिनलों पर वोल्टेज लागू करें।
- तब तक प्रतीक्षा करें जब तक कि गर्म होने वाले तत्व एक साथ न हों।
पॉलीइथिलीन पाइपों की थर्मिस्टर वेल्डिंग तभी की जानी चाहिए जब जुड़े तत्व अचल हों। उसी स्थिति में, संरचना तब तक बनी रहनी चाहिए जब तक कि सीम पूरी तरह से ठंडा न हो जाए।
 यह एक ब्याह सेटअप जैसा दिखता है
यह एक ब्याह सेटअप जैसा दिखता है
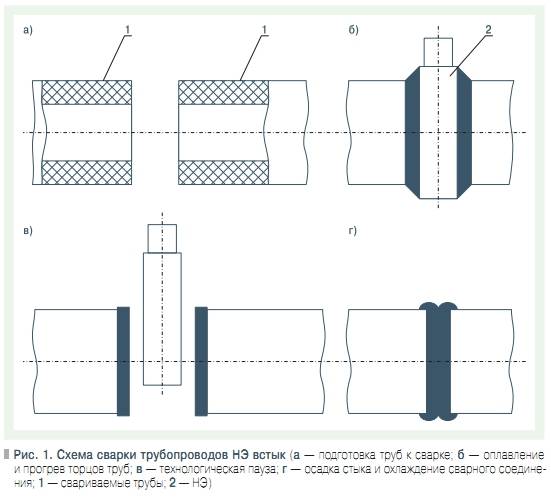
बट वेल्डिंग
पॉलीथीन पाइप के बट वेल्डिंग की तकनीक और पैरामीटर अधिक दिलचस्प हैं, क्योंकि तत्व आणविक स्तर पर जुड़े हुए हैं, एक मजबूत सीम बनाते हैं। इस विधि का उपयोग 50 मिमी व्यास और 5 मिमी की दीवार मोटाई वाले तत्वों को माउंट करने के लिए किया जाता है।
इस पद्धति के साथ, उत्पादों के किनारों को एक विशेष हीटिंग डिवाइस के साथ गरम किया जाता है, और फिर पिघलाया जाता है और इस स्थिति में एक पूरे और एक परिपूर्ण सीम का निर्माण होता है।
इस प्रकार की वेल्डिंग के लिए बिंदु संख्या 7 तक की प्रक्रिया पिछले कनेक्शन विकल्प के समान है (सिवाय इसके कि काम के लिए कपलिंग की आवश्यकता नहीं है)।
वेल्डेड किए जाने वाले तत्वों के ताप और शीतलन समय का निर्धारण करने के लिए तालिका
और फिर यह अलग है और इस "परिदृश्य" के अनुसार चला जाता है:
- तत्वों के सिरों को तंत्र में डालें ताकि हीटिंग प्लेट उनके बीच हो;
- प्लेट के किनारों को दबाएं और पिघलने की प्रक्रिया तक दबाव के दबाव को न बदलें;
- मानदंडों का पालन करते हुए तत्वों को गर्म करें (पॉलीथीन पाइप वेल्डिंग के लिए नीचे दी गई तालिका आपको इसमें मदद करेगी);
- प्लेट को हटा दें और सिरों को डॉक करें, उन पर समान दबाव डालें;
- गाँठ पकड़े हुए, पॉलीथीन के ठंडा होने की प्रतीक्षा करें।
बेल तकनीक
सोल्डरिंग एचडीपीई पाइप कई तरीकों से किया जा सकता है। इन प्रक्रियाओं में कुछ भी विशेष रूप से जटिल नहीं है, लेकिन वेल्डर को यह तय करना होगा कि कौन सी विधि उसके लिए सबसे उपयुक्त है।





एक सॉकेट कनेक्शन तकनीक है। इसे कभी-कभी "युग्मन" भी कहा जाता है। इसका सार विशेष उपकरणों - फिटिंग की मदद से तत्वों के कनेक्शन में निहित है। उनके अलावा, आपको काम के लिए उपकरण, अर्थात् वेल्डिंग मशीन की आवश्यकता होगी। आप छोटे उत्पादों (50 मिमी तक) या बड़े व्यास पॉलीइथाइलीन पाइप (40 मिमी और अधिक से) के लिए एक यांत्रिक मॉडल के लिए एक मैनुअल मॉडल चुन सकते हैं।
आपको काम के लिए एडेप्टर या वेल्डिंग नोजल और उत्पादों को काटने के लिए विभिन्न उपकरण तैयार करना भी याद रखना होगा।
ऐसी वेल्डिंग करते समय, पाइप के बाहरी हिस्से को फिटिंग के अंदर से जोड़ना आवश्यक है। इन दोनों सतहों को एक वेल्डिंग नोजल द्वारा गर्म किया जाता है: एक पाइप को एक आस्तीन से गर्म किया जाता है, और एक फिटिंग को एक खराद का धुरा द्वारा गरम किया जाता है।
पॉलीथीन पाइप वेल्डिंग के लिए उपकरण काफी महंगा है
सॉकेट वेल्डिंग की वास्तविक प्रक्रिया इस तरह दिखती है:
- वेल्डिंग मशीन को आवश्यक तापमान पर गरम किया जाता है;
- फिटिंग को खराद का धुरा पर जितना संभव हो उतना बढ़ाया जाता है, और साथ ही, पाइप के अंत को आस्तीन पर तब तक रखा जाता है जब तक कि यह बंद न हो जाए (यह सब बहुत जल्दी किया जाना चाहिए);
- भागों के आकार में अंतर के कारण, एक अतिरिक्त परत दिखाई देती है, जो गर्म होने पर पिघलती है और एक छोटे रोलर के रूप में रेंगती है, जिसे बूर कहा जाता है;
- मनका पाइप के व्यास को कम करता है और इस तरह उन्हें वेल्डिंग नोजल में प्रवेश करने और फिटिंग के साथ खराद का धुरा के साथ गठबंधन करने की अनुमति देता है;
- सभी भागों को हीटिंग नोजल में तब तक जाना चाहिए जब तक कि वे रुक न जाएं, और इस क्षण तक पहुंचने पर, उन पर किसी भी दबाव को रोक दिया जाना चाहिए;
- इसके अलावा, सभी टुकड़े इस स्थिति में आवश्यक समय के लिए आयोजित किए जाते हैं;
- समय समाप्त होने के बाद, फिटिंग को हटा दिया जाता है, पाइप को नोजल से हटा दिया जाता है और इन भागों को जितना संभव हो उतना जोड़ा जाता है;
- टांका लगाने वाले टुकड़े के ठंडा होने के बाद, दूसरे उत्पाद को फिटिंग के दूसरे छोर में वेल्ड किया जाना चाहिए।
पीई पाइप टांका लगाने के लिए प्रसार विधि
आज तक, पॉलीइथाइलीन के पास अभी भी धातु या धातु-प्लास्टिक जैसे अधिकार नहीं हैं, लेकिन वास्तव में इसकी ताकत और प्रदर्शन की विशेषताएं बदतर नहीं हैं। उत्पादन स्तर पर आधुनिक प्रौद्योगिकियां उच्च गुणवत्ता और विश्वसनीयता के पीई पाइप बनाना संभव बनाती हैं। उन्हें वेल्ड करने का सबसे दिलचस्प तरीका प्रसार है, जिसमें विशेष उपकरणों के उपयोग की आवश्यकता नहीं होती है। यहां तक कि एक नौसिखिया भी इस तरह से वेल्डिंग का काम करने में सक्षम होगा।

उच्च और निम्न दबाव पॉलीथीन (एलडीपीई और एचडीपीई) सबसे लोकप्रिय पॉलिमरिक थर्मोप्लास्टिक्स में से एक हैं, जो कि विभिन्न प्रकार की जल आपूर्ति, स्वच्छता प्रणालियों आदि के आयोजन में सबसे अधिक मांग में हैं। बहुलक सामग्री की एक विशिष्ट विशेषता यह है कि गर्म होने पर, यह नरम हो जाता है, क्योंकि अणुओं की श्रृंखला का एक दूसरे के साथ संबंध खो जाता है। जैसे ही यह जम जाता है, यह अपनी पूर्व शक्ति को पुनः प्राप्त करता है, जैसे कि परिवर्तन कभी हुआ ही नहीं। यह वह विशेषता है जो पॉलीइथाइलीन को उस पर वेल्डिंग के लिए एक आदर्श सामग्री बनाती है। दो उत्पादों के नरम होने के दौरान, उन्हें जोड़ा जा सकता है, जो जमने के बाद, सबसे टिकाऊ बंधन को जन्म देगा। दो टुकड़ों के बीच एक मजबूत वेल्ड बनाया जाएगा।

पीई पाइप को 270 डिग्री सेल्सियस के अपेक्षाकृत कम तापमान पर वेल्डेड किया जाता है, जो कार्य को बहुत सरल करता है उपकरण की पसंद से और बाद में उपयोग।ऑपरेटिंग समय बेहद कम है (प्रत्येक चरण के लिए कुछ सेकंड) और केवल पाइपलाइनों की मोटाई को बदलकर समायोजित किया जा सकता है।
किसी उत्पाद को कैसे मोड़ें या सीधा करें
पॉलीथीन पाइप सीधे 12-मीटर लंबाई में या बड़े कॉइल पर घाव के ठोस उत्पादों के रूप में बिक्री के लिए उपलब्ध हैं। मुड़ी हुई अवस्था में होने के कारण, उत्पाद छल्ले का रूप ले लेते हैं और विकृत हो जाते हैं। विकृत एचडीपीई पाइप को सीधा या मोड़ने से पहले, इसे गर्म किया जाना चाहिए।

पाइप लाइन को असेंबल करते समय, अक्सर मुड़े हुए को सीधा करना आवश्यक हो जाता है या, इसके विपरीत, विकृत पॉलीइथाइलीन पाइप को मोड़ना आवश्यक हो जाता है
कम घनत्व वाली पॉलीथीन अपनी अच्छी लोच के लिए प्रसिद्ध है। लेकिन यह इस संपत्ति को + 80 डिग्री सेल्सियस से ऊपर के ताप तापमान पर खो देता है। यदि आवश्यक हो तो उत्पाद के विन्यास को बदलने के लिए इस क्षण का उपयोग किया जाता है।
लेकिन यह याद रखने योग्य है कि सीधे या झुकने के लिए तापमान को थोड़े समय के लिए ही बढ़ाया जा सकता है। आखिरकार, एक पॉलीइथाइलीन पाइप निर्माण सामग्री की श्रेणी से संबंधित है, यदि तापमान शासन का उल्लंघन किया जाता है, तो यह क्षतिग्रस्त हो सकता है।
पाइप झुकने के तरीकों का अवलोकन
उत्पाद को थोड़ा गर्म करने के बाद, इसके भंडारण और परिवहन के दौरान उत्पन्न होने वाली क्रीज को समाप्त करते हुए, पाइप को सीधा करना सबसे आसान है। यदि गर्मियों में पाइपलाइन की मरम्मत या प्रतिस्थापन किया जाता है, जब सूरज की किरणें यथासंभव गर्म होती हैं, तो आप कार्य को प्राप्त करने के लिए उनका उपयोग कर सकते हैं।








एचडीपीई पाइप को सीधा करने के लिए, आपको इसे कुछ घंटों के लिए सीधे धूप में छोड़ना होगा, खंड के सिरों को मजबूती से ठीक करना होगा
यूवी किरणें पॉलीइथाइलीन के परिचालन मापदंडों को खराब नहीं करेंगी, लेकिन साथ ही वे उत्पाद की दीवारों को थोड़ी देर के लिए नरम करने में सक्षम होंगी।आपको बस नरम पाइप को एक कठोर समर्थन या दीवार के साथ ठीक करना है, या इसे पहले से खोदी गई खाई में रखना है। इससे पहले कि आप जमीन पर मुड़े हुए एचडीपीई पाइप को सीधा करें, आपको क्षेत्र को साफ करने की जरूरत है।
अगर सर्दियों में काम करना है तो उत्पाद को गर्म करने के लिए गर्म पानी का इस्तेमाल करें। लेकिन यह विधि उन पाइपों के लिए प्रभावी है जिनका आकार 50 मिमी से अधिक नहीं है। सीधा करने के लिए सहायता के रूप में, आप धातु की रेलिंग और ईंटवर्क का उपयोग कर सकते हैं। किसी भी मामले में: उत्पाद की लंबाई जितनी कम होगी, उसके साथ काम करना उतना ही आसान होगा।
वर्कपीस को मोड़ने के प्रभावी तरीके
यदि विपरीत स्थिति उत्पन्न होती है जब एचडीपीई पाइप को मोड़ना आवश्यक होता है, तो सभी समान ताप उपचार का उपयोग किया जाता है। वार्मिंग के लिए, निम्नलिखित विधियों का उपयोग किया जाता है:
- एक इमारत हेयर ड्रायर की गर्म दिशात्मक हवा से उड़ा;
- गैस बर्नर के साथ उत्पाद की दीवारों को गर्म करें;
- उबलते पानी के साथ सतह को डुबोएं।
झुकने की प्रक्रिया को सरल बनाने के लिए, मोल्डिंग फ्रेम बनाना बेहतर है। फ्रेम, जिसका आकार तुला पाइप के व्यास से मेल खाता है, को साधारण फाइबरबोर्ड शीट से बनाया जा सकता है। फ्रेम की सतह को चिकना बनाने के लिए, इसे सैंडपेपर के टुकड़े से रेत दें।
एचडीपीई पाइप को हेयर ड्रायर से मोड़ने के लिए, निम्नलिखित क्रम में काम किया जाता है:
- उपचारित क्षेत्र को बिल्डिंग हेयर ड्रायर से गर्म किया जाता है।
- नरम वर्कपीस को मोल्डिंग फ्रेम में गहरा किया जाता है।
- अत्यधिक बल लगाए बिना, पाइप को सावधानी से मोड़ें ताकि मोड़ पर उत्पाद टूट न जाए।
आवश्यक झुकने वाला कोण बनाने के बाद, आपको उत्पाद को पूरी तरह से ठंडा होने तक छोड़ने की आवश्यकता है और उसके बाद ही इसे फ्रेम से हटा दें।

पॉलीइथिलीन उत्पाद की सतह का एक समान ताप सुनिश्चित करने के लिए, पाइप को अपनी धुरी के चारों ओर लगातार घुमाया जाना चाहिए, किरणों के नीचे विभिन्न वर्गों को प्रतिस्थापित करना चाहिए।
एक महत्वपूर्ण बिंदु: पाइप को गर्म करते समय, "गोल्डन मीन" का पालन करना आवश्यक है। यदि झुकने के समय सतह को पर्याप्त रूप से गर्म नहीं किया जाता है, तो पाइप टूट सकता है। यदि, गर्म करने के समय, हीटिंग तत्व को उत्पाद के बहुत करीब लाया जाता है, तो बहुलक प्रज्वलित हो सकता है।
बट वेल्डिंग

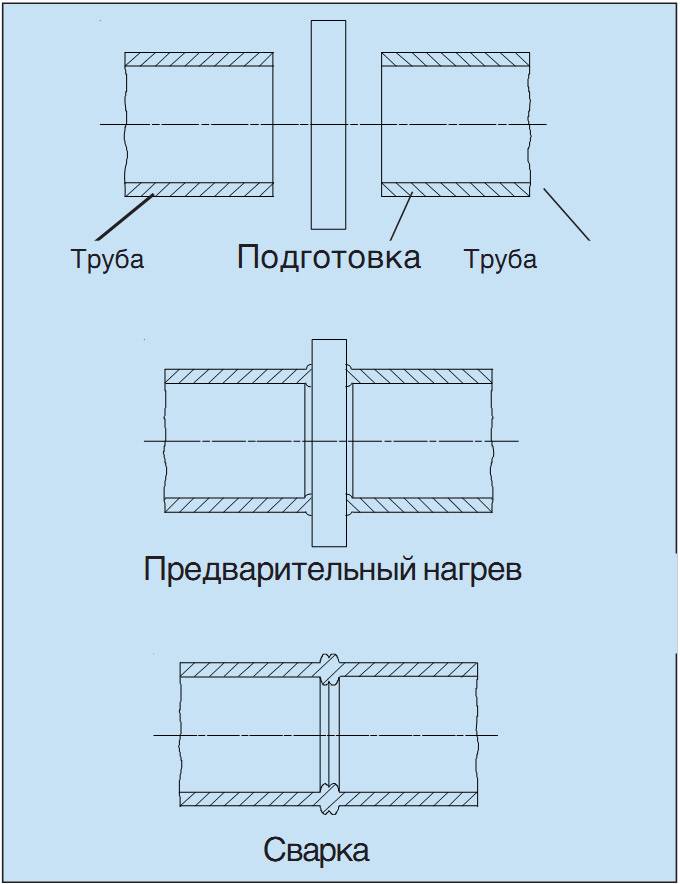
आप अपने हाथों से एचडीपीई पाइप को बट-वेल्ड कर सकते हैं। बट वेल्डिंग एक यांत्रिक या हाइड्रोलिक ड्राइव के साथ विशेष उपकरण का उपयोग करके किया जाता है। ऐसी वेल्डिंग मशीन ट्यूब के दो तत्वों को एक पूर्ण और तंग कनेक्शन तक जोड़ने की अनुमति देगी। सबसे लोकप्रिय उपकरण वे हैं जिनका सॉफ्टवेयर नियंत्रण होता है। इस तरह के उपकरण को पूर्ण स्वचालन और भौतिक प्रयास के संदर्भ में ऑपरेटर के हस्तक्षेप के बिना वेल्डिंग प्रक्रिया को नियंत्रित करने की क्षमता की विशेषता है।
अपने हाथों से काम करने से पहले, समान तकनीकी विशेषताओं वाले एचडीपीई पाइप का चयन किया जाना चाहिए। एक ही बैच से भी ट्यूबों को वेल्ड करने की सलाह दी जाती है। चूंकि यहां बहुलक आणविक स्तर पर जुड़ा हुआ है, इसलिए यह दृष्टिकोण वेल्डिंग सीम को अधिक वायुरोधी और विश्वसनीय बना देगा।
बट वेल्डिंग का सिद्धांत एक विशेष प्लेट पर पाइप के सिरों को गर्म करना है। पिघलने के बाद, वेल्डेड किए जाने वाले दो पाइपों के सिरों के बीच की पीई प्लेट को हटा दिया जाता है और तत्वों को यांत्रिक रूप से तब तक संकुचित किया जाता है जब तक कि बहुलक पूरी तरह से मिश्रित और मिलाप न हो जाए। उसके बाद, पाइपों को पूरी तरह से ठंडा होने देना चाहिए।
पीवीसी पाइप वेल्डिंग विधियों का विवरण
- तो, 20 मिमी के क्रॉस सेक्शन वाले पाइपों के लिए, पिघलने की लंबाई (वेल्डिंग गहराई) 14.5 मिमी होगी;
- तत्व 25 मिमी - 16 मिमी;
- 32 मिमी - 18 मिमी व्यास वाले ट्यूबों के लिए;
- 40 मिमी - 20 मिमी के खंड वाले ट्यूबों के लिए;
- 50 मिमी - 23 मिमी व्यास वाले पाइप।
इलेक्ट्रोफ्यूजन का उपयोग करने की ताकत
आमतौर पर, इलेक्ट्रिक कपलिंग का उपयोग उन मामलों में किया जाता है जहां पॉलीइथाइलीन पाइप को एंड-टू-एंड वेल्ड करना सुविधाजनक या व्यावहारिक नहीं होता है। ज्यादातर यह सीवर कुओं, संकीर्ण और असुविधाजनक चैनलों, आधार में स्थापना गड्ढों और घरों की दीवारों में होता है। कड़ाई से बोलते हुए, बिजली के कपलिंग उन मामलों में बचाव के लिए आते हैं जहां बट वेल्डिंग का उपयोग नहीं किया जा सकता है।








पॉलीइथाइलीन पाइप को जोड़ने की इस पद्धति का एक अन्य लाभ यह है कि दुर्घटना या पाइपलाइन के क्षतिग्रस्त होने की स्थिति में इसकी सुविधा होती है। एक नियम के रूप में, ऐसी स्थितियों के लिए बहुत जल्दी समस्या निवारण की आवश्यकता होती है। इलेक्ट्रिक कपलिंग के साथ एचडीपीई पाइप वेल्डिंग को कार्यान्वयन में काफी आसानी होती है - इस मामले में, किसी विशेष ज्ञान की आवश्यकता नहीं होती है।

डिवाइस की स्थापना में आसानी उस पर विशेष छेद की उपस्थिति से सुनिश्चित होती है। आधुनिक वेल्डिंग मशीनों पर डॉकिंग के लिए इष्टतम तापमान शासन निर्धारित करने के लिए, बारकोड से सीधे आवश्यक जानकारी पढ़ने का कार्य प्रदान किया जाता है, जो इलेक्ट्रिक कपलिंग से लैस है। कनेक्शन प्रक्रिया को सबसे सरल उपकरणों के साथ लागू किया जाता है - पाइप के सिरों को अलग करने के लिए एक उपकरण, एक विद्युत युग्मन और एक वेल्डिंग मशीन।



