
काम की तैयारी
सभी माप उपकरणों को एक लाइसेंस प्राप्त परीक्षण प्रयोगशाला द्वारा पूर्व-सत्यापित किया जाना चाहिए। हाइड्रोलिक पावर पैक कई गुना परीक्षण दबाव के माध्यम से दबाव रेखा से जुड़ा होता है। कलेक्टर में एक नाली वाल्व और एक दबाव नापने का यंत्र है। प्रेशर लाइन के अंत और शुरुआत में प्रेशर गेज लगाए जाते हैं।
पाइपों के दबाव परीक्षण से पहले, सभी वाल्वों और फाटकों को बंद कर देना चाहिए।
पाइपलाइन के दबाव परीक्षण की तैयारी में निम्नलिखित चरण शामिल हैं:
- काम कर रहे तरल पदार्थ के साथ सर्किट भरना;
- परीक्षण दबाव के बराबर दबाव बनने तक लाइन भरना;
- परीक्षण उपकरणों और उपकरणों को राजमार्ग के वांछित खंड से जोड़ना।
धातु-प्लास्टिक पाइप की स्थापना
धातु-प्लास्टिक से बनी पाइपलाइन की स्थापना में कई चरण शामिल हैं:
- सामग्री, उपकरण तैयार करना।
- कनेक्शनों की स्थापना।
- तैयार पाइपलाइन का परीक्षण।
सभी प्रकार के जोड़ों के लिए सामग्री तैयार करना समान है। परियोजना के अनुसार पाइपों को काटा जाना चाहिए। मापते समय, फिटिंग के लिए ओवरलैप की लंबाई को ध्यान में रखें।

चूंकि धातु-प्लास्टिक को कॉइल में बेचा जाता है, इसलिए सामग्री को एक सपाट सतह पर पाइप को घुमाकर स्थापना से पहले सीधा किया जाना चाहिए। सबसे पहले, पाइप को लत्ता की कई परतों में लपेटा जाना चाहिए।
औजार
धातु-प्लास्टिक संचार की स्थापना के लिए उपकरणों का एक सेट निर्भर करता है कि पाइपलाइन के कुछ हिस्सों को जोड़ने के लिए किस फिटिंग का उपयोग किया जाता है।
धातु-बहुलक पाइप से पाइपलाइन को इकट्ठा करने के लिए, आपके पास होना चाहिए:
- सामग्री काटने के लिए पाइप कटर या हैकसॉ;
- अंशशोधक - पाइप का विस्तार करने और सर्कल को आदर्श अनुपात देने के लिए;
- चम्फर - चम्फरिंग के लिए;
- पाइप के किनारों को हटाने के लिए सैंडपेपर;
- समायोज्य (या रिंच) रिंच;
- कुछ प्रकार के कनेक्शनों के लिए चिमटा दबाएं;
- बालू जैसे हेयर ड्रायर या झुकने वाले उपकरण का निर्माण।
कैंची से काटना बेहतर है, लेकिन आप हैकसॉ या तेज चाकू का भी उपयोग कर सकते हैं।
जब किनारों को कनेक्शन के लिए तैयार किया जाता है, तो पाइप को फिटिंग में डाला जाता है। धातु-प्लास्टिक पाइप को एक-दूसरे से जोड़ने या किसी अन्य सामग्री में संक्रमण के साथ कई प्रकार के होते हैं:
- संपीड़न फिटिंग;
- प्रेस कनेक्शन;
- धक्का फिट।
संपीड़न कनेक्शन
संपीड़न फिटिंग का उपयोग करके धातु-प्लास्टिक पाइप का कनेक्शन स्व-संयोजन के लिए सामान्य और सस्ती है। इस तरह के नोड्स को अलग किया जा सकता है और फिर से जोड़ा जा सकता है। स्थापना के लिए आपको 2 रिंच की आवश्यकता होगी।
स्थापना एल्गोरिथ्म:
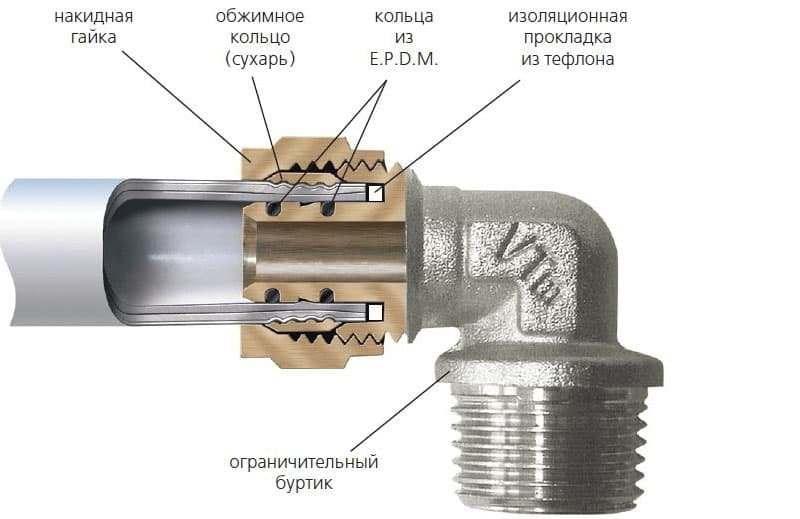
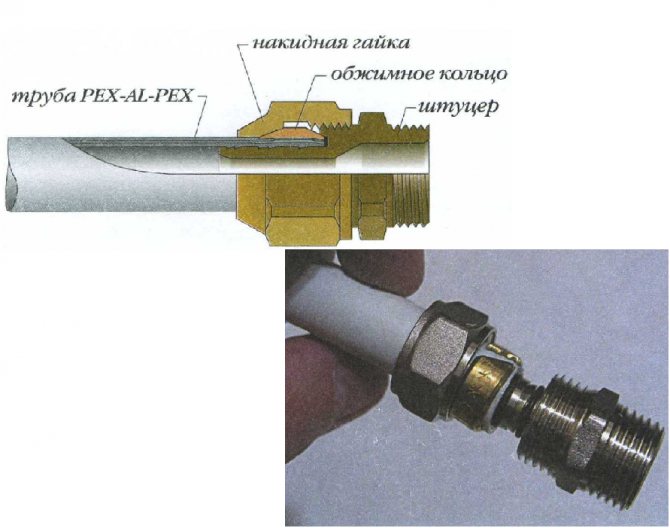
- फिटिंग अनियंत्रित और जुदा है। पाइप के अंत में एक यूनियन नट और एक फेर्रू लगाया जाता है।
- एक रबर गैसकेट के साथ पाइप के अंदर और फिटिंग के अंत को संरेखण प्रक्रिया को सुविधाजनक बनाने के लिए मोटी साबुन फोम के साथ चिकनाई की जाती है। उसी उद्देश्य के लिए, आंतरिक व्यास एक अंशशोधक के साथ पूर्व-भड़काया जाता है। इस तरह के उपाय रबर गैसकेट के विस्थापन को रोकेंगे।
- फिटिंग को जंक्शन में डाला जाता है, रिंग को विस्थापित किया जाता है और अखरोट को कड़ा किया जाता है। घुमा प्रक्रिया दो चाबियों का उपयोग करके की जाती है।
परिणामी कनेक्शन को रिसाव के मामले में अखरोट के आवधिक नियंत्रण और कसने की आवश्यकता होती है।
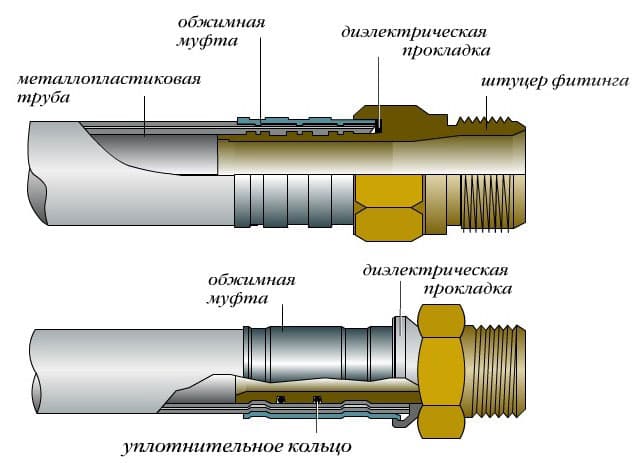
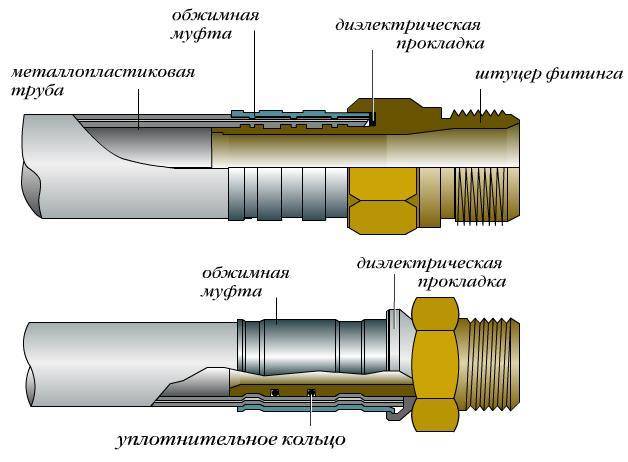
प्रेस कनेक्शन
समेटना कनेक्शन प्रेस फिटिंग और एक प्रेस टूल (मैनुअल या इलेक्ट्रिक) का उपयोग करके लगाया जाता है।
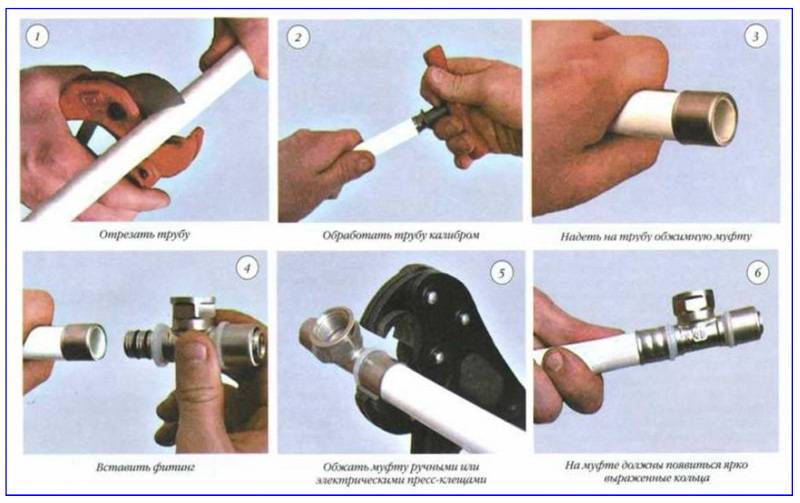
बढ़ते योजना:
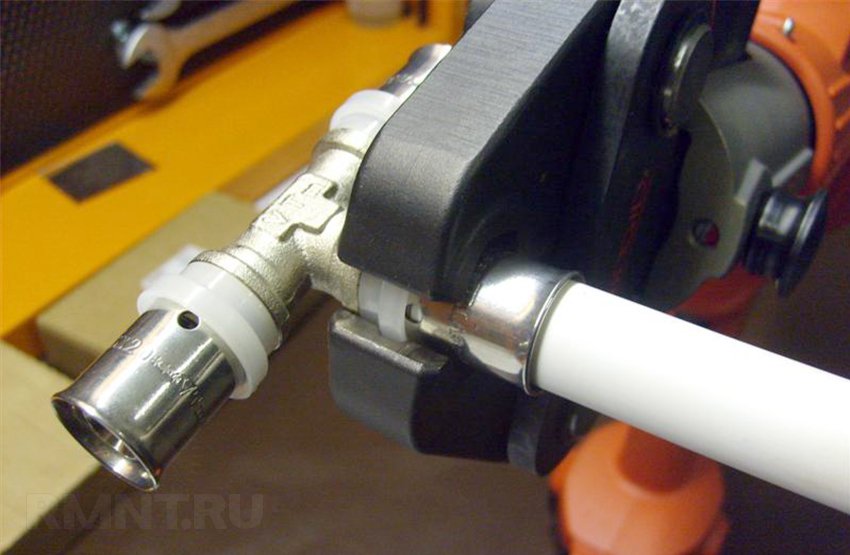
- तैयारी: कट को संसाधित और साफ किया जाता है। प्रेस फिटिंग को अलग किया जाता है और अखंडता और गास्केट की उपस्थिति के लिए जाँच की जाती है, फिर फिर से इकट्ठा किया जाता है।
- कनेक्शन के लिए किनारे को फिटिंग पर कंट्रोल विंडो में रखा गया है।
- आस्तीन को प्रेस चिमटे से दबाया जाता है, टूल हैंडल को स्टॉप तक कम किया जाता है।
- कनेक्टिंग फिटिंग के विपरीत छोर पर ऑपरेशन दोहराएं।
परिणामी कनेक्शन 50 साल तक की सेवा कर सकता है, लेकिन गैर-वियोज्य है।







पुश फिट कनेक्शन
प्लास्टिक पाइप को जोड़ने के लिए पुश फिटिंग सबसे महंगे तत्व हैं। हालांकि, उनके उपयोग के लिए किसी उपकरण और कौशल की आवश्यकता नहीं होती है, यह विश्वसनीय और टिकाऊ होता है।

तैयार पाइप को पुश-फिट में कंट्रोल होल तक डाला जाता है। इसके बाद, पूरी संरचना को इकट्ठा किया जाता है। एक परीक्षण प्रवाह शुरू होता है, जिसके तहत एक आंतरिक पच्चर द्वारा कनेक्शन तय किया जाता है।
दीवार पर चढ़ना

धातु-प्लास्टिक उत्पादों का कमजोर बिंदु इस तथ्य के कारण यांत्रिक क्षति के लिए कम प्रतिरोध है कि एल्यूमीनियम परत पतली है।
बड़े झुकने वाले त्रिज्या या निरंतर दबाव के साथ, पाइप विकृत हो जाता है।इस मामले में, एक ठोस आधार पर पाइपलाइन को ठीक करने की सिफारिश की जाती है - एक दीवार, छत या एक प्लिंथ के नीचे। ऐसा करने के लिए, फिक्सिंग तत्व दीवार पर तय किया गया है:
- क्लिप;
- समर्थन करता है;
- पेंडेंट
बन्धन और फिक्सिंग की प्रक्रिया सरल तरीके से होती है:
- समर्थन दीवार से जुड़ा हुआ है, एक निश्चित स्थिति में तय किया गया है;
- पाइप को एक विस्तार तंत्र के साथ क्लिप में डाला जाता है। यदि क्लिप बहरा है, तो शुरू में एक पाइप डाला जाता है, और फिर पूरी संरचना दीवार से जुड़ी होती है।
फिटिंग वर्गीकरण
संपीड़न फिटिंग की विविधता।
- कोनों और मोड़ (45 डिग्री से मोड़ जोड़ने पर उपयोग किया जाता है);
- क्रॉस (दो तरफ शाखा करने में मदद);
- टीज़ (एक तरफ़ा शाखा के लिए प्रयुक्त);
- प्लग (पाइप के अंत में बन्धन के लिए प्रयुक्त);
- कपलिंग (उनकी मदद से एक ही व्यास और दिशा के पाइप जुड़े हुए हैं);
- फिटिंग (यदि आवश्यक हो, एक नली के साथ कनेक्शन)।
एक ही व्यास के पाइपों को जोड़ने के लिए उपयोग की जाने वाली फिटिंग को सीधी फिटिंग कहा जाता है, और जो विभिन्न व्यास के पाइपों को बन्धन के लिए अभिप्रेत हैं, उन्हें संक्रमणकालीन कहा जाता है।
निर्माण बाजार में कच्चा लोहा, स्टील, पीतल या तांबे की फिटिंग की एक विस्तृत श्रृंखला है।
कच्चा लोहा के रूप में, वे ताकत और स्थायित्व जैसे गुणों से प्रतिष्ठित हैं। स्टील कपलिंग जैसे अन्य कनेक्टिंग उत्पादों पर कास्ट आयरन फिटिंग का महत्वपूर्ण लाभ होता है। कच्चा लोहा तत्वों के एक अन्य सकारात्मक गुणों में नकारात्मक पर्यावरणीय प्रभावों और बहुमुखी प्रतिभा का उच्च प्रतिरोध शामिल है।
स्टील फिटिंग आज आधुनिक उद्योग में अपरिहार्य हैं। हाल ही में, पाइप लाइन को झुकाकर पाइप लाइन के रास्ते में आने वाली बाधाओं को दूर किया जा सकता है।आज कोई जरूरत नहीं है
स्टील उत्पादों का उपयोग करने वाली पाइपलाइन को इकट्ठा करना और अलग करना आसान है, जो महत्वपूर्ण भी है
दबाने से पहले तैयारी का काम
गैस पाइप के नियंत्रण दबाव परीक्षण शुरू करने से पहले किए जाने वाले कार्यों को मानक सुरक्षा नियमों के अनुसार विकसित श्रम सुरक्षा निर्देशों के अनुसार किया जाता है। गैस खतरनाक काम करना.
तैयारी में शामिल हैं:
गैस पाइपलाइन योजना
- परियोजना प्रलेखन में आरेखों पर इंगित रूटिंग के साथ संचार के वास्तविक भूमिगत बिछाने का समाधान;
- आवश्यक प्लग, इंस्ट्रूमेंटेशन और नियामकों को जोड़ने के लिए स्थानों का चयन किया जाता है;
- कंप्रेसर इकाई के कनेक्शन का बिंदु निर्धारित किया जाता है।
इस आयोजन में शामिल सभी इंजीनियरों और श्रमिकों को श्रम सुरक्षा में फिर से निर्देश देने और कार्य करने की प्रक्रिया से परिचित होने की आवश्यकता है।
उपयोग के लिए निर्देश
आपके द्वारा चुने गए इंस्टॉलेशन और उपकरण के प्रकार के बावजूद, प्रारंभिक कार्य के लिए एक सामान्य प्रक्रिया है। ये नियम पाइपलाइन की व्यवस्था को सुविधाजनक बनाएंगे और निष्पादन के लिए वांछनीय हैं:
- आपको एक पाइप लेआउट योजना तैयार करने की आवश्यकता है, इससे सामग्री और कपलिंग की मात्रा की गणना करने में मदद मिलेगी;
- भविष्य में लीक से बचने के लिए धूल और गंदगी को कनेक्शन बिंदुओं में प्रवेश करने से रोकने के लिए कार्यस्थलों को सावधानीपूर्वक साफ किया जाना चाहिए;
- यदि आपको किसी मौजूदा सिस्टम से कनेक्ट करने की आवश्यकता है, तो आपको इसकी अखंडता की जांच करने और सम्मिलन साइट तैयार करने की आवश्यकता है;
- पाइपों को काटा जाना चाहिए ताकि कट पाइप के अनुदैर्ध्य अक्ष पर बिल्कुल 90 डिग्री हो, विश्वसनीयता और जकड़न सुनिश्चित करने के लिए यह आवश्यक है;
- आरेख द्वारा निर्देशित, सभी आवश्यक कनेक्शन तत्वों की कटिंग और संख्या की जांच करने के लिए सभी पाइप और कपलिंग बिछाएं।
जैसा कि ऊपर उल्लेख किया गया है, क्रॉस-लिंक्ड पॉलीइथाइलीन को जोड़ने के लिए तीन मुख्य विकल्प हैं। उपकरण और उपकरणों का चयन विधि की पसंद पर निर्भर करता है। सभी विधियों के लिए, आपको पाइपों के व्यास और एक प्रूनर के लिए नोजल की आवश्यकता होगी।










पहली विधि प्रदर्शन करने में सबसे आसान है। पाइप और प्रूनर्स के अलावा, केवल कम्प्रेशन कपलिंग और रिंच की एक जोड़ी की आवश्यकता होगी। जगह में धकेलने के बाद नट्स को कसने के लिए इन उपकरणों की आवश्यकता होती है।
यह याद रखना महत्वपूर्ण है: आपको नट्स को कसने की प्रक्रिया को नियंत्रित करने की आवश्यकता है ताकि धागे को नुकसान न पहुंचे। कसकर पेंच करें, लेकिन अधिक कसें नहीं।
दूसरी विधि दबा रही है। आपको एक अंशशोधक, कैंची, एक विस्तारक और एक प्रेस की आवश्यकता होगी।
कैंची के साथ कोई कठिनाई नहीं होगी, उनका उद्देश्य सरल है - पाइप को उन आकारों में काटने के लिए जिनकी हमें आवश्यकता है। हम इसके किनारों को एक अंशशोधक के साथ संसाधित करते हैं, अंदर से चम्फरिंग करते हैं। पाइप को काटने के बाद गोल आकार देने के लिए यह उपकरण आवश्यक है।
फिर हम मैनुअल प्रकार का विस्तारक (विस्तारक) लेते हैं, जिसका उपयोग करना बहुत आसान है। हम पाइप के अंदर डिवाइस के कामकाजी किनारों को गहरा करते हैं और इसे वांछित आकार में विस्तारित करते हैं। यह एक बार में नहीं किया जाना चाहिए, क्योंकि सामग्री क्षतिग्रस्त हो सकती है। हम इसे धीरे-धीरे करते हैं, विस्तारक को एक सर्कल में बदल देते हैं। इस डिवाइस के फायदे कीमत और उपयोग में आसानी हैं। यह एक शौकिया वाद्य यंत्र है।
विद्युत चालित विस्तारक एक रिचार्जेबल बैटरी से लैस है, जिसे इंस्टॉलर के काम को गति देने के लिए डिज़ाइन किया गया है। यह सिस्टम की स्थापना के लिए कार्यकर्ता के प्रयास और समय को महत्वपूर्ण रूप से बचाता है।स्वाभाविक रूप से, यह उपकरण कई गुना अधिक महंगा है, लेकिन अगर आपको बहुत अधिक काम करने की आवश्यकता है, तो यह पूरी तरह से फिट होगा और लागतों को सही ठहराएगा। हाइड्रोलिक विस्तारक हैं। पाइप तैयार करने के बाद, आपको इसमें एक फिटिंग स्थापित करने की आवश्यकता है। ऐसा करने के लिए, हमें एक प्रेस वाइस की जरूरत है। वे हाइड्रोलिक और मैकेनिकल भी हैं। उपयोग करने से पहले, उन्हें भंडारण के मामले से हटा दिया जाना चाहिए और काम करने की स्थिति में इकट्ठा किया जाना चाहिए।
उपकरण को असेंबल करने और कपलिंग को पाइप में स्थापित करने के बाद, एक प्रेस के साथ कनेक्शन स्थापित किया जाता है। यही है, फिटिंग अपनी जगह में प्रवेश करती है, और ऊपर से एक बढ़ते आस्तीन के साथ दबाव डाला जाता है। छोटे पाइप व्यास और कम मांग के लिए मैनुअल प्रेस की सिफारिश की जाती है।
क्रिम्पिंग के दौरान हाइड्रोलिक प्रेस को वस्तुतः किसी प्रयास की आवश्यकता नहीं होती है। फिटिंग और आस्तीन बस डिवाइस पर खांचे में स्थापित होते हैं, फिर वे आसानी से और आसानी से जगह में गिर जाते हैं। इस उपकरण का उपयोग उन जगहों पर भी किया जा सकता है जो स्थापना के लिए असुविधाजनक हैं, इसमें एक कुंडा सिर है। और क्रॉस-लिंक्ड पॉलीइथाइलीन को जोड़ने का अंतिम विकल्प वेल्डेड है। जैसा कि पहले उल्लेख किया गया है, यह सबसे महंगा और शायद ही कभी इस्तेमाल किया जाता है, लेकिन सबसे विश्वसनीय है। इसके लिए, पहले से परिचित कैंची के अलावा, विस्तारकों, विशेष कपलिंगों की भी आवश्यकता होगी। इलेक्ट्रोफ्यूजन फिटिंग में हीटिंग के लिए विशेष कंडक्टर होते हैं।
उपकरण और घटकों को तैयार करने के बाद, हम वेल्डिंग के लिए आगे बढ़ते हैं। ऐसा करने के लिए, हम पाइप के अंत में एक इलेक्ट्रिक-वेल्डेड कपलिंग स्थापित करते हैं। इसमें विशेष टर्मिनल हैं जिनसे हम वेल्डिंग मशीन को जोड़ते हैं। हम इसे चालू करते हैं, इस समय सभी तत्वों को पॉलीथीन के पिघलने बिंदु तक गर्म किया जाता है, लगभग 170 डिग्री सेल्सियस। युग्मन सामग्री सभी voids को भरती है, और वेल्डिंग होती है।
यदि डिवाइस टाइमर और डिवाइस से लैस नहीं है जो फिटिंग से जानकारी पढ़ सकता है, तो आपको समय पर सब कुछ बंद करने के लिए उपकरणों की रीडिंग की निगरानी करने की आवश्यकता है। हम उपकरण बंद कर देते हैं, या यह अपने आप बंद हो जाता है, हम इकाई के ठंडा होने तक प्रतीक्षा करते हैं। पाइपों की आपूर्ति अक्सर रीलों में की जाती है और भंडारण के दौरान वे अपना आकार खो सकते हैं। इसके लिए आपको हेयर ड्रायर की जरूरत है। इसकी मदद से, विकृत खंड को केवल गर्म हवा से गर्म करके इस कमी को खत्म करना संभव है।
अगले वीडियो में, आप XLPE हीटिंग और प्लंबिंग सिस्टम स्थापित करने के लिए उपकरणों का एक सिंहावलोकन पाएंगे।
क्रिम्पिंग प्रक्रिया
एक निजी घर के हीटिंग सिस्टम का दबाव परीक्षण सिस्टम से हीटिंग बॉयलर, स्वचालित एयर वेंट और विस्तार टैंक को डिस्कनेक्ट करने से शुरू होता है। यदि शट-ऑफ वाल्व इस उपकरण की ओर ले जाते हैं, तो आप उन्हें बंद कर सकते हैं, लेकिन यदि वाल्व दोषपूर्ण हो जाते हैं, तो विस्तार टैंक निश्चित रूप से विफल हो जाएगा, और बॉयलर, उस पर लागू होने वाले दबाव के आधार पर। इसलिए, विस्तार टैंक को हटाना बेहतर है, खासकर जब से ऐसा करना मुश्किल नहीं है, लेकिन बॉयलर के मामले में, आपको नल की सेवाक्षमता पर भरोसा करना होगा। यदि रेडिएटर्स पर थर्मोस्टैट हैं, तो उन्हें हटाने की भी सलाह दी जाती है - वे उच्च दबाव के लिए डिज़ाइन नहीं किए गए हैं।









कभी-कभी सभी हीटिंग का परीक्षण नहीं किया जाता है, लेकिन केवल कुछ भाग। यदि संभव हो, तो इसे शट-ऑफ वाल्व की मदद से काट दिया जाता है या अस्थायी जंपर्स स्थापित किए जाते हैं - स्पर्स।
अगला, प्रक्रिया है:
- यदि सिस्टम चालू था, तो शीतलक को निकाल दिया जाता है।
- एक प्रेशराइज़र सिस्टम से जुड़ा होता है। इसमें से एक नली निकलती है, जो यूनियन नट के साथ समाप्त होती है।यह नली किसी भी उपयुक्त स्थान पर सिस्टम से जुड़ी होती है, यहां तक कि हटाए गए विस्तार टैंक के स्थान पर या नाली के मुर्गा के स्थान पर भी।
-
प्रेशर टेस्ट पंप की क्षमता में पानी डाला जाता है, और पंप की मदद से सिस्टम में पंप किया जाता है।
- दबाव डालने से पहले सिस्टम से सारी हवा निकाल दें। ऐसा करने के लिए, आप सिस्टम को ड्रेन वाल्व के साथ थोड़ा पंप कर सकते हैं या इसे रेडिएटर्स (मेव्स्की टैप्स) पर एयर वेंट के माध्यम से कम कर सकते हैं।
- सिस्टम को ऑपरेटिंग दबाव में लाया जाता है, कम से कम 10 मिनट तक बनाए रखा जाता है। इस दौरान बची हुई सारी हवा उतरती है।
- दबाव परीक्षण दबाव तक बढ़ जाता है, एक निश्चित अवधि बनाए रखी जाती है (ऊर्जा मंत्रालय के नियमों द्वारा विनियमित)। परीक्षण के दौरान, सभी उपकरणों और कनेक्शनों की जाँच की जाती है। लीक के लिए उनका निरीक्षण किया जाता है। इसके अलावा, यहां तक कि थोड़ा नम कनेक्शन भी रिसाव माना जाता है (फॉगिंग को भी समाप्त करने की आवश्यकता है)।
- समेटने के दौरान, दबाव का स्तर नियंत्रित होता है। यदि, परीक्षण के दौरान, इसका पतन मानक (एसएनआईपी में पंजीकृत) से अधिक नहीं है, तो सिस्टम को सेवा योग्य माना जाता है। यदि दबाव सामान्य से थोड़ा भी कम हो जाता है, तो आपको रिसाव की तलाश करनी होगी, उसे ठीक करना होगा, फिर दबाव परीक्षण फिर से शुरू करना होगा।
जैसा कि पहले ही उल्लेख किया गया है, परीक्षण दबाव परीक्षण किए जा रहे उपकरण और प्रणाली के प्रकार (हीटिंग या गर्म पानी) पर निर्भर करता है। "थर्मल पावर प्लांट के तकनीकी संचालन के लिए नियम" (खंड 9.2.13) में निर्धारित ऊर्जा मंत्रालय की सिफारिशों को उपयोग में आसानी के लिए एक तालिका में संक्षेपित किया गया है।
| परीक्षण किए गए उपकरणों का प्रकार | परीक्षण दबाव | परीक्षण अवधि | अनुमेय दबाव ड्रॉप |
|---|---|---|---|
| लिफ्ट इकाइयां, वॉटर हीटर | 1 एमपीए (10 किग्रा / सेमी 2) | 5 मिनट | 0.02 एमपीए (0.2 किग्रा/सेमी2) |
| कच्चा लोहा रेडिएटर वाले सिस्टम | 0.6 एमपीए (6 किग्रा/सेमी2) | 5 मिनट | 0.02 एमपीए (0.2 किग्रा/सेमी2) |
| पैनल और कन्वेक्टर रेडिएटर्स वाले सिस्टम | 1 एमपीए (10 किग्रा/सेमी2) | 15 मिनट | 0.01 एमपीए (0.1 किग्रा/सेमी2) |
| धातु पाइप से गर्म पानी की आपूर्ति प्रणाली | काम करने का दबाव + 0.5 एमपीए (5 किग्रा / सेमी 2), लेकिन 1 एमपीए (10 किग्रा / सेमी 2) से अधिक नहीं | 10 मिनटों | 0.05 एमपीए (0.5 किग्रा/सेमी2) |
| प्लास्टिक पाइप से गर्म पानी की व्यवस्था | काम करने का दबाव + 0.5 एमपीए (5 किग्रा / सेमी 2), लेकिन 1 एमपीए (10 किग्रा / सेमी 2) से अधिक नहीं | 30 मिनट | 0.06 एमपीए (0.6 किग्रा/सेमी2), 2 घंटे के भीतर एक और जाँच और 0.02 एमपीए (0.2 किग्रा/सेमी2) की अधिकतम गिरावट के साथ |
कृपया ध्यान दें कि प्लास्टिक पाइप से हीटिंग और प्लंबिंग के परीक्षण के लिए, परीक्षण दबाव का होल्डिंग समय 30 मिनट है। यदि इस समय के दौरान कोई विचलन नहीं पाया जाता है, तो माना जाता है कि सिस्टम ने सफलतापूर्वक दबाव परीक्षण पास कर लिया है।
लेकिन परीक्षण एक और 2 घंटे तक जारी रहता है। और इस समय के दौरान, सिस्टम में दबाव ड्रॉप आदर्श से अधिक नहीं होना चाहिए - 0.02 एमपीए (0.2 किग्रा / सेमी 2)।
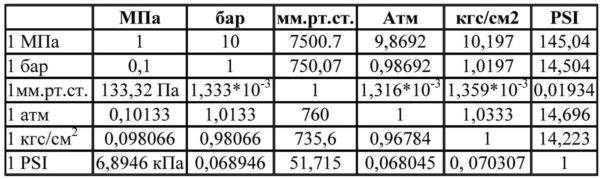
विभिन्न दबाव इकाइयों के लिए पत्राचार तालिका
दूसरी ओर, एसएनआईपी 3.05.01-85 (खंड 4.6) में अन्य सिफारिशें हैं:
- हीटिंग और पानी की आपूर्ति प्रणालियों के परीक्षण काम करने वाले से 1.5 के दबाव के साथ किए जाने चाहिए, लेकिन 0.2 एमपीए (2 किग्रा / सेमी 2) से कम नहीं।
- सिस्टम को सेवा योग्य माना जाता है यदि 5 मिनट के बाद दबाव ड्रॉप 0.02 एमपीए (0.2 किग्रा / सेमी) से अधिक न हो।
किस नियम का उपयोग करना एक दिलचस्प सवाल है। जबकि दोनों दस्तावेज लागू हैं और कोई निश्चितता नहीं है, इसलिए दोनों पात्र हैं। प्रत्येक मामले को व्यक्तिगत रूप से संपर्क करना आवश्यक है, अधिकतम दबाव को ध्यान में रखते हुए जिसके लिए इसके तत्वों को डिज़ाइन किया गया है। तो कास्ट-आयरन रेडिएटर्स का काम करने का दबाव क्रमशः 6 एटीएम से अधिक नहीं है, परीक्षण दबाव 9-10 एटीएम होगा।लगभग अन्य सभी घटकों के साथ निर्धारित करना भी आवश्यक है।
फ्लशिंग और प्रेसिंग क्या है
हीटिंग सिस्टम का फ्लशिंग और दबाव परीक्षण उन मामलों में किया जाता है जहां पाइप में जमा की परत उनके काम करने के लिए बहुत बड़ी हो जाती है। निवारक उपाय के रूप में, ऐसी घटनाओं को शायद ही कभी किया जाता है, क्योंकि यह आनंद काफी श्रमसाध्य और महंगा है। हाइड्रोन्यूमेटिक फ्लशिंग के लिए, एसिड समाधान का उपयोग किया जाता है, जो पाइपलाइन की दीवारों से बाहर तक पट्टिका को हटा देता है। धातु के कण पाइप की भीतरी दीवारों से चिपक जाते हैं, जिससे उनका व्यास कम हो जाता है। का कारण है:
- दबाव में वृद्धि;
- शीतलक की गति में वृद्धि;
- दक्षता में कमी;
- लागत में वृद्धि।
हीटिंग सिस्टम का दबाव परीक्षण क्या है - यह एक सामान्य परीक्षण है, जिसके परिणामों के अनुसार यह कहा जा सकता है कि इस तरह के उपकरण का उपयोग करना सुरक्षित है या नहीं, और यह भी कि क्या यह आवश्यक भार का सामना कर सकता है। आखिर कोई भी सर्किट डिप्रेसुराइजेशन का शिकार नहीं बनना चाहता और बर्न डिपार्टमेंट में मरीज बनना चाहता है। हीटिंग सिस्टम का दबाव परीक्षण एसएनआईपी के अनुसार किया जाता है। यह एक अनिवार्य प्रक्रिया है। इसके बाद, सर्किट की तकनीकी सेवाक्षमता की पुष्टि करने वाला एक दस्तावेज जारी किया जाता है। यहां मुख्य मामले हैं जब हीटिंग सिस्टम का दबाव परीक्षण किया जाता है:
- जब एक नया सर्किट असेंबल करना और इसे चालू करना;
- मरम्मत कार्य के बाद;
- निवारक जांच;
- एसिड के घोल से पाइप साफ करने के बाद।
हीटिंग सिस्टम का दबाव परीक्षण एसएनआईपी नंबर 41-01-2003 और नंबर 3.05.01-85 के साथ-साथ थर्मल पावर प्लांट के तकनीकी संचालन के नियमों के अनुसार किया जाता है।
इन नियमों से यह ज्ञात होता है कि हीटिंग सिस्टम के दबाव परीक्षण जैसी क्रिया या तो हवा या तरल के साथ की जाती है। दूसरी विधि को हाइड्रोलिक कहा जाता है, और पहली को मैनोमेट्रिक कहा जाता है, यह वायवीय भी है, यह बुलबुला है। हीटिंग सिस्टम के दबाव परीक्षण के नियम बताते हैं कि पानी का परीक्षण केवल तभी किया जा सकता है जब कमरे में तापमान पांच डिग्री से ऊपर हो। नहीं तो पाइपों में पानी जमने का खतरा बना रहता है। हवा के साथ हीटिंग सिस्टम का दबाव इस समस्या को दूर करता है, यह ठंड के मौसम में किया जाता है। व्यवहार में, हीटिंग सिस्टम के हाइड्रोलिक दबाव परीक्षण का अधिक बार उपयोग किया जाता है, क्योंकि हर कोई हीटिंग सीजन से पहले आवश्यक नियोजित कार्य को पूरा करने की कोशिश कर रहा है। सर्दियों में, केवल दुर्घटनाओं का उन्मूलन, यदि कोई हो, किया जाता है।
हीटिंग सिस्टम का दबाव परीक्षण तभी शुरू करना संभव है जब बॉयलर और विस्तार टैंक को सर्किट से काट दिया जाए, अन्यथा वे विफल हो जाएंगे। हीटिंग सिस्टम के दबाव का परीक्षण कैसे किया जाता है?
- सभी तरल सर्किट से निकल जाते हैं;
- फिर उसमें ठंडा पानी डाला जाता है;
- जैसे ही यह भरता है, अतिरिक्त हवा सर्किट से उतरती है;
- पानी जमा होने के बाद, सर्किट को एक प्रेशर सुपरचार्जर की आपूर्ति की जाती है;
- हीटिंग सिस्टम पर कैसे दबाव डाला जाता है - वायुमंडल की मात्रा धीरे-धीरे बढ़ जाती है। इस मामले में, अधिकतम परीक्षण दबाव सर्किट के विभिन्न तत्वों की तन्य शक्ति से अधिक नहीं होना चाहिए;
- उच्च दबाव थोड़ी देर के लिए छोड़ दिया जाता है और सभी कनेक्शनों का निरीक्षण किया जाता है। न केवल थ्रेडेड कनेक्शन को देखना आवश्यक है, बल्कि उन जगहों पर भी है जहां सर्किट के हिस्सों को मिलाया जाता है।
हवा के साथ हीटिंग सिस्टम पर दबाव डालना और भी आसान है।बस सारे कूलेंट को निकाल दें, सर्किट के सभी आउटलेट्स को बंद कर दें और उसमें हवा भर दें। लेकिन इस तरह, खराबी का निर्धारण करना अधिक कठिन है। उदाहरण के लिए, यदि पाइप में तरल है, तो उच्च दबाव पर यह एक संभावित अंतराल से रिस जाएगा। दृष्टि से पहचानना आसान है। लेकिन अगर नलियों में तरल नहीं है, तो हवा के अलावा बाहर जाने के लिए कुछ भी नहीं है। इस मामले में, एक सीटी सुनी जा सकती है।
और यदि यह अश्रव्य है, जबकि दबाव नापने का यंत्र की सुई एक रिसाव को इंगित करती है, तो सभी कनेक्शनों को साबुन के पानी से लिप्त किया जाता है। इसे आसान बनाने के लिए, आप पूरे सिस्टम को नहीं, बल्कि इसे खंडों में विभाजित करके जांच सकते हैं। इस मामले में, हीटिंग पाइप का दबाव परीक्षण करना और डिप्रेसुराइजेशन के संभावित स्थानों को निर्धारित करना आसान है।
धातु-प्लास्टिक पाइपों की स्थापना स्वयं करें
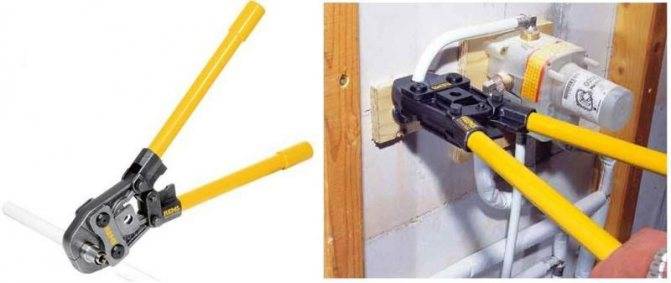
पाइप काटना धातु की कैंची या एक विशेष हैकसॉ के साथ किया जाता है। कटर का उपयोग छोटे और मध्यम व्यास के धातु-प्लास्टिक को काटने के लिए किया जाता है, और व्यावसायिक स्थापना में व्यापक रूप से उपयोग किया जाता है। कैंची एक सरल घरेलू उपकरण है, उन्हें बजट मूल्य श्रेणी में भी खरीदा जा सकता है, मुख्य बात यह है कि एक आरामदायक और संतुलित हैंडल है, और ब्लेड स्वयं तेज हैं, उच्च गुणवत्ता वाली धातु से बने हैं। कटर एक आंतरिक अंशशोधक से लैस हैं, जो न केवल धातु-प्लास्टिक को काटने की अनुमति देता है, बल्कि किनारों के विकृत आकार को भी बहाल करता है।







विशेष उपकरणों के अलावा, धातु-प्लास्टिक पाइप की एक प्रणाली स्थापित करते समय, अधिक बहुमुखी उपकरणों के उपयोग की आवश्यकता होती है: एक मापने वाला टेप, सही आकार की चाबियाँ, एक बेवलर, पीसने वाली एमरी, एक विस्तारक, बशर्ते कि प्रेस फिटिंग कनेक्शन हों उपयोग किया गया।
प्लास्टिक और धातु से बनी प्लंबिंग प्रणाली न केवल टिकाऊ और व्यावहारिक है, बल्कि इसे स्थापित करना भी आसान है। प्रक्रिया निष्पादन के लिए उस व्यक्ति द्वारा भी उपलब्ध है जिसके पास आवश्यक ज्ञान नहीं है। सरलतम उपकरणों का एक सेट होने से, यदि आप सरल स्थापना नियमों का पालन करते हैं, तो आप बुनियादी स्थापना कार्य कुशलतापूर्वक और उचित लागत बचत के साथ कर सकते हैं।
धातु के साथ संयोजन में प्लास्टिक एक अच्छा अग्रानुक्रम है, लेकिन यह आक्रामक यांत्रिक और पराबैंगनी प्रभावों से भी "डरता" है, इसे खोलते समय इसे ध्यान में रखा जाना चाहिए।
यदि यह एक बंद प्रकार को स्थापित करने का इरादा है, तो संपीड़न प्रकार की फिटिंग तक पहुंच के लिए हैच की उपस्थिति प्रदान करना आवश्यक है।
हीटिंग सिस्टम में एमपी पाइप भी शामिल हो सकते हैं, लेकिन इस मामले में सभी तत्वों की अखंडता की जांच करने और सभी तत्वों के सबसे टिकाऊ कनेक्शन की स्थिति को देखने के लिए विशेष ध्यान देना उचित है। सिस्टम के नए तत्वों को खोलते समय तेज वस्तुओं का उपयोग न करें, यहां तक कि एक सूक्ष्म खरोंच भी पूरे सिस्टम को गंभीर रूप से नुकसान पहुंचा सकता है।
पाइप स्थापना के लिए उपयोग किए जाने वाले धातु के समर्थन और हैंगर को नरम गास्केट से सुसज्जित किया जाना चाहिए, इससे प्लास्टिक की सतह को यांत्रिक क्षति से बचने में मदद मिलेगी।
चूंकि अलमारी एक हैंगर से शुरू होती है, इसलिए धातु-प्लास्टिक पाइप की स्थापना गेंद वाल्वों के चयन और बन्धन के साथ शुरू होती है
यह तत्व संपूर्ण प्रणाली के लिए अत्यंत महत्वपूर्ण है, आपको इस पर बचत नहीं करनी चाहिए और चीनी बजट समकक्षों को खरीदना चाहिए
एक उच्च गुणवत्ता वाले नल को 60 वायुमंडल और उच्च तापमान का सामना करना चाहिए
चूंकि अलमारी एक हैंगर से शुरू होती है, इसलिए धातु-प्लास्टिक पाइप की स्थापना गेंद वाल्वों के चयन और बन्धन के साथ शुरू होती है
यह तत्व संपूर्ण प्रणाली के लिए अत्यंत महत्वपूर्ण है, आपको इस पर बचत नहीं करनी चाहिए और चीनी बजट समकक्षों को खरीदना चाहिए। एक उच्च गुणवत्ता वाले नल को 60 वायुमंडल और उच्च तापमान का सामना करना पड़ता है। रिसाव की स्थिति में, यह नल है जो कम से कम समय में पानी के प्रवाह को रोकने में सक्षम है।
यदि सही समय पर नल अपने प्रत्यक्ष कार्य का सामना नहीं करता है, तो नलसाजी प्रणाली गंभीर क्षति के खतरे में है।
रिसाव की स्थिति में, यह नल है जो कम से कम समय में पानी के प्रवाह को रोकने में सक्षम है। यदि सही समय पर नल अपने प्रत्यक्ष कार्य का सामना नहीं करता है, तो नलसाजी प्रणाली गंभीर क्षति के खतरे में है।
चूंकि अलमारी एक हैंगर से शुरू होती है, इसलिए धातु-प्लास्टिक पाइप की स्थापना गेंद वाल्वों के चयन और बन्धन के साथ शुरू होती है
यह तत्व संपूर्ण प्रणाली के लिए अत्यंत महत्वपूर्ण है, आपको इस पर बचत नहीं करनी चाहिए और चीनी बजट समकक्षों को खरीदना चाहिए। एक उच्च गुणवत्ता वाले नल को 60 वायुमंडल और उच्च तापमान का सामना करना पड़ता है। रिसाव की स्थिति में, यह नल है जो कम से कम समय में पानी के प्रवाह को रोकने में सक्षम है।
यदि सही समय पर नल अपने प्रत्यक्ष कार्य का सामना नहीं करता है, तो नलसाजी प्रणाली गंभीर क्षति के खतरे में है।
रिसाव की स्थिति में, यह नल है जो कम से कम समय में पानी के प्रवाह को रोकने में सक्षम है। यदि सही समय पर नल अपने प्रत्यक्ष कार्य का सामना नहीं करता है, तो नलसाजी प्रणाली गंभीर क्षति के खतरे में है।
यदि पूरे सिस्टम को खरोंच से स्थापित किया गया है, तो इसमें पूरे क्षेत्र में सफाई फिल्टर, मीटर, एक प्रेशर रिड्यूसर, पाइपिंग के लिए कई गुना की स्थापना शामिल होगी। फिल्टर के साथ पाइपों को एक साथ लगाने की सिफारिश की जाती है, इससे तकनीकी मलबे को सिस्टम में प्रवेश करने से रोका जा सकेगा।









यह भी पढ़ें:
अपार्टमेंट इमारतों में टेस्ट
अपार्टमेंट इमारतों में, हवा के साथ हीटिंग सिस्टम का दबाव परीक्षण भी किया जा सकता है। अब हम काम के लिए आवश्यक शर्तों पर विचार करेंगे। इस घटना में कि आपको पानी के रिसाव का पता चलता है, उन्हें ठीक किया जाना चाहिए। लेकिन अक्सर, सिस्टम में उच्च दबाव के बिना, सीम में पतली दरारें ढूंढना काफी मुश्किल होता है। अपार्टमेंट इमारतों में, व्यक्तिगत अपार्टमेंट और सभी राजमार्गों दोनों का दबाव परीक्षण करना आवश्यक है।
आपको तैयारी करने की आवश्यकता है:
- सभी लॉकिंग फिटिंग का निरीक्षण करें। यदि वाल्व कच्चा लोहा से बने होते हैं, तो ग्रंथियों को उनके साथ बदलना सुनिश्चित करें। निकला हुआ किनारा कनेक्शन पर गास्केट बदलें। अपने मूल स्वरूप को खो चुके सभी बोल्टों को भी बदला जाना चाहिए। नए दबाव गेज स्थापित करना सुनिश्चित करें, पुराने को सत्यापन के लिए भेजने की सिफारिश की जाती है ताकि यह तय किया जा सके कि उन्हें माप के लिए आगे उपयोग किया जा सकता है या नहीं।
- मामूली दोषों, क्षति की पहचान करने के लिए सभी पाइपों, फिटिंग्स का नेत्रहीन निरीक्षण करें। यदि आपको समस्या क्षेत्र मिलते हैं, तो आपको उन्हें जल्दी से ठीक करने की आवश्यकता है।
- बेसमेंट में और फर्श के बीच बिछाई गई लाइनों पर थर्मल इंसुलेशन सामग्री की स्थिति की जाँच करें।
तैयारी के बाद, आप सीधे crimping का काम शुरू कर सकते हैं:
- पूरे सर्किट को कम कठोरता के साथ पानी से भरें (ताकि पैमाना दिखाई न दे)। इसे सिस्टम में पंप करना बेहतर है, ज़ाहिर है, इलेक्ट्रिक पंप के साथ। दबाव - 6-10 बार। तरल के साथ एक कंटेनर में, आपको होसेस - नाली और आपूर्ति को कम करने की आवश्यकता होती है। अगला, पंप को हीटिंग नेटवर्क से कनेक्ट करें और दबाव परीक्षक चालू करें। दबाव पहले से निर्धारित किया जाना चाहिए।
- आप आधे घंटे का पता लगाते हैं - इस अवधि के दौरान दबाव लगभग समान स्तर पर रहना चाहिए। इस घटना में कि दबाव कम नहीं होता है, परीक्षण को पूरा माना जा सकता है। आप सिस्टम को काम कर रहे तरल पदार्थ से भर सकते हैं और सक्रिय संचालन शुरू कर सकते हैं।
- यदि दबाव गिरता है, तो हीटिंग सिस्टम में दोष होते हैं। हवा के साथ हीटिंग सिस्टम के दबाव परीक्षण की प्रक्रिया लगभग समान है, लेकिन आपको साबुन के घोल का उपयोग करना होगा - इसके बिना रिसाव का पता लगाना मुश्किल है। जैसे ही आप दोष पाते हैं, आप सिस्टम को खाली करना और मरम्मत करना शुरू कर सकते हैं। फिर पूरे हीटिंग का फिर से निदान करें।
इनपुट यूनिट को इसी तरह से किया जाता है - दबाव लगभग 10 बार होना चाहिए।



