- शुरुआती वेल्डर के रूप में शुरुआत कैसे करें
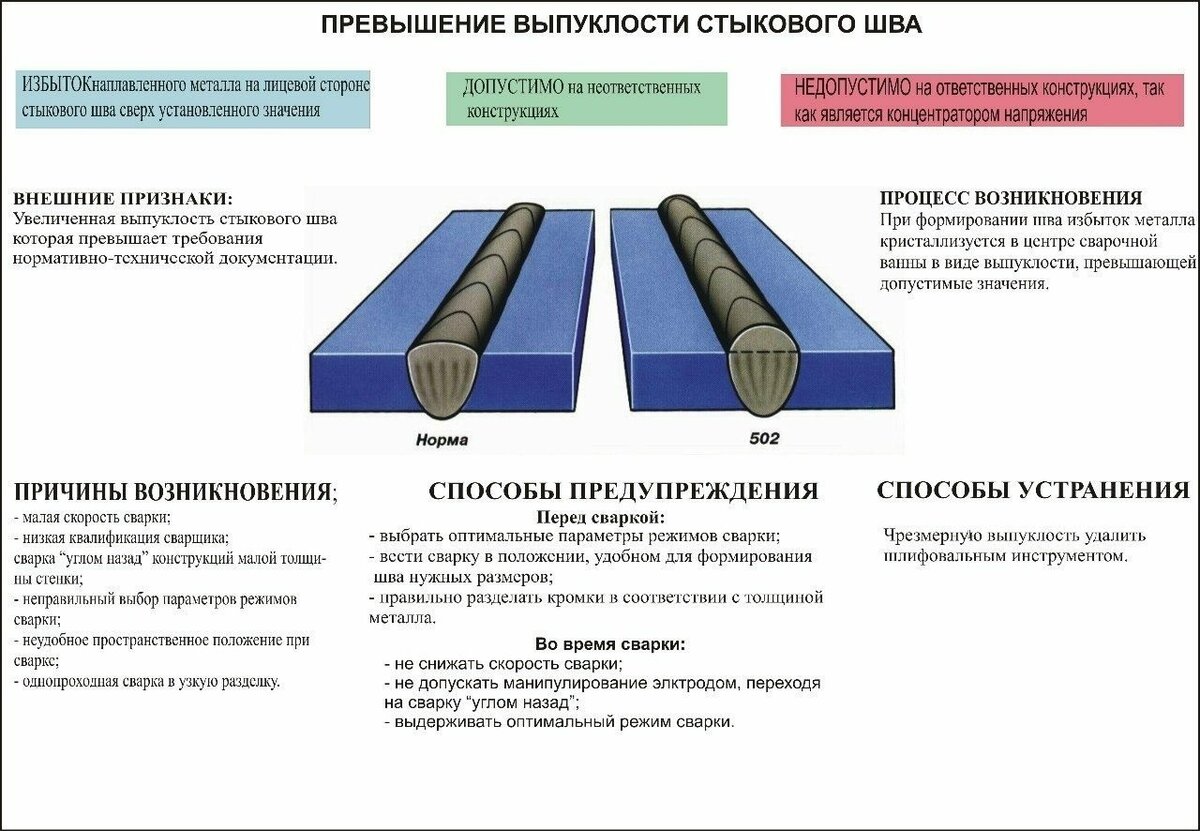
- वेल्डिंग जोड़ों और सीमों में संभावित दोष
- इलेक्ट्रिक वेल्डिंग तकनीक
- चाप को कैसे रोशन करें
- वेल्डिंग गति
- वेल्डिंग के तरीके
- टिप छह
- घर पर वेल्डिंग के लिए आपको क्या चाहिए?
- आपको और क्या चाहिए
- वेल्डिंग तत्व
- इलेक्ट्रिक वेल्डिंग की मूल बातें
- इलेक्ट्रिक वेल्डिंग के प्रकार
- वेल्डिंग तकनीक
- इन्वर्टर के साथ वेल्डिंग के लिए चरण-दर-चरण निर्देश
- औज़ार
- उपकरण प्रकार
- औज़ार
- वेल्डिंग तकनीक
शुरुआती वेल्डर के रूप में शुरुआत कैसे करें
यहाँ अंत में एक वेल्डिंग इन्वर्टर, एक वेल्डर का मुखौटा और आपके सामने इलेक्ट्रोड हैं। यह वह सब नहीं है जिसकी एक अनुभवी वेल्डर को आवश्यकता होगी, लेकिन शुरुआत के लिए यह पर्याप्त है। इलेक्ट्रिक वेल्डिंग से खाना बनाना सीखें.
सबसे पहले, आपको दो केबलों को इन्वर्टर से कनेक्ट करना होगा। एक केबल इलेक्ट्रोड होल्डर के साथ, और दूसरी ग्राउंड टर्मिनल के साथ
इन्वर्टर के प्लस या माइनस से कौन सी केबल कनेक्ट करना बेहतर है, यह अभी इतना महत्वपूर्ण नहीं है। आप प्रत्यक्ष और रिवर्स पोलरिटी के बारे में अधिक जान सकते हैं, धीरे-धीरे वेल्डिंग की मूल बातें सीख सकते हैं
इसलिए, साहसपूर्वक, हम इलेक्ट्रोड धारक को इन्वर्टर के प्लस से जोड़ते हैं, और क्लैंप को जमीन के साथ नकारात्मक कनेक्टर से जोड़ते हैं, इलेक्ट्रोड को धारक में डालें और पकाने की कोशिश करें। इस मामले में, इलेक्ट्रोड को प्रज्वलित करने से पहले, इन्वर्टर पर वेल्डिंग चालू को ठीक से समायोजित करें।इलेक्ट्रोड और वेल्डिंग करंट (ऊपर देखें) के मापदंडों के साथ तालिका का उपयोग करें, और फिर सबसे उपयुक्त मान चुनें।
तो, पहले आपको यह सीखना होगा कि चाप को कैसे रोशन किया जाए। यह धातु पर इलेक्ट्रोड को हल्के से टैप करके या धातु के ऊपर इसकी नोक को थोड़ा घुमाकर किया जाता है। शुरुआती लोगों के लिए, दूसरे विकल्प का उपयोग करना बेहतर होता है।
इलेक्ट्रोड को धातु में बहुत मुश्किल से चिपकाना आवश्यक नहीं है, क्योंकि यह निश्चित रूप से सतह से चिपक जाएगा। जैसे ही वेल्डिंग आर्क रोशनी करता है, आपको वेल्डिंग के दौरान इसे लगातार जलते रहने की आवश्यकता है। इस मामले में, इलेक्ट्रोड और धातु की सतह के बीच की दूरी लगभग 2-3 मिमी (लघु चाप) होनी चाहिए।
यदि सब कुछ आपके लिए काम करता है और चाप जलता है, तो आप वर्कपीस को वेल्ड करने का प्रयास कर सकते हैं। ऐसा करने के लिए, इलेक्ट्रोड को किनारे पर झुकाएं और इसे 40-60 डिग्री के कोण पर पकड़ें। संयुक्त के साथ-साथ इलेक्ट्रोड को धीरे-धीरे एक तरफ से दूसरी तरफ ले जाना शुरू करें। आप विभिन्न तरीकों से इलेक्ट्रोड का नेतृत्व कर सकते हैं, लेकिन एक ही बार में सब कुछ मास्टर करना असंभव है।
वेल्डिंग जोड़ों और सीमों में संभावित दोष
इलेक्ट्रिक वेल्डिंग एक जटिल प्रक्रिया है और हमेशा सब कुछ सुचारू रूप से नहीं चलता है।
काम में त्रुटियों के परिणामस्वरूप, सीम और जोड़ों में विभिन्न दोष हो सकते हैं, जिनमें शामिल हैं:
- क्रेटर। वेल्ड मनका में छोटे इंडेंटेशन। चाप के टूटने या सीम के अंतिम टुकड़े के निष्पादन में त्रुटि के परिणामस्वरूप प्रकट हो सकता है।
- छिद्र। जंग, तेल, आदि के साथ भागों के किनारों के संदूषण के परिणामस्वरूप वेल्डिंग सीम झरझरा हो जाता है। इसके अलावा, उच्च वेल्डिंग गति पर और गीले इलेक्ट्रोड के साथ काम करते समय सीम बहुत जल्दी ठंडा होने पर सरंध्रता दिखाई दे सकती है।
- अंडरकट। वे सीवन मनका के दोनों किनारों पर छोटे इंडेंटेशन की तरह दिखते हैं।तब दिखाई देते हैं जब इलेक्ट्रोड को कोने के जोड़ों को वेल्डिंग करते समय ऊर्ध्वाधर दीवार की दिशा में विस्थापित किया जाता है। इसके अलावा, लंबे चाप के साथ काम करते समय या वेल्डिंग वर्तमान मान बहुत अधिक होने पर अंडरकट बनते हैं।
- स्लैग समावेशन। वेल्डिंग मनका के अंदर स्लैग के टुकड़े होते हैं। यह तब हो सकता है जब किनारे गंदे हों, वेल्डिंग की गति अधिक हो, या यदि वेल्डिंग करंट बहुत कम हो।
ये सबसे आम वेल्ड दोष हैं, लेकिन अन्य भी हो सकते हैं।
इलेक्ट्रिक वेल्डिंग तकनीक
इलेक्ट्रिक वेल्डिंग एक ऐसी प्रक्रिया है जो धातु के पिघलने के ऊपर, उच्च तापमान के प्रभाव में होती है। वेल्डिंग के परिणामस्वरूप, धातु की सतह पर एक तथाकथित वेल्ड पूल बनता है, जो पिघला हुआ इलेक्ट्रोड से भर जाता है, इस प्रकार एक वेल्डिंग सीम बनाता है।
इसलिए, इलेक्ट्रिक वेल्डिंग के कार्यान्वयन के लिए मुख्य शर्तें इलेक्ट्रोड आर्क को प्रज्वलित करना है, धातु को वेल्ड करने के लिए वर्कपीस पर पिघलाना और इसके साथ वेल्ड पूल को भरना है। ऐसा प्रतीत होता है, सभी सरलता में, एक अप्रस्तुत व्यक्ति के लिए ऐसा करना बहुत कठिन है। सबसे पहले, आपको यह समझने की जरूरत है कि इलेक्ट्रोड कितनी जल्दी जलता है, और यह इसके व्यास और वर्तमान ताकत पर निर्भर करता है, और धातु वेल्डिंग के दौरान स्लैग को भेद करने में भी सक्षम होता है।
इसके अलावा, वेल्डिंग के दौरान (पक्ष की ओर से) एक समान गति और इलेक्ट्रोड की सही गति बनाए रखना आवश्यक है, ताकि वेल्ड चिकनी और विश्वसनीय हो, जो टूटने के भार का सामना करने में सक्षम हो।
चाप को कैसे रोशन करें
इलेक्ट्रिक वेल्डिंग के विकास की शुरुआत चाप के सही प्रज्वलन के साथ होनी चाहिए। धातु के एक अनावश्यक टुकड़े पर प्रशिक्षण सबसे अच्छा किया जाता है, लेकिन यह जंग नहीं होना चाहिए, क्योंकि यह कार्य को गंभीरता से जटिल करेगा और नौसिखिए वेल्डर को भ्रमित कर सकता है।
चाप शुरू करने के दो आसान तरीके हैं:
- वर्कपीस की सतह पर इलेक्ट्रोड को जल्दी से छूकर और फिर इसे 2-3 मिमी की दूरी तक खींचकर। यदि आप ऊपर धातु से इलेक्ट्रोड उठाते हैं, तो चाप गायब हो सकता है या बहुत अस्थिर हो सकता है;
- वेल्ड करने के लिए वर्कपीस की सतह पर इलेक्ट्रोड को मारना, जैसे कि आप एक माचिस जला रहे हों। इलेक्ट्रोड की नोक के साथ धातु को छूना आवश्यक है, और इसे सतह के साथ (वेल्डिंग साइट की ओर) 2-3 सेमी खींचें जब तक कि चाप प्रज्वलित न हो जाए।
आर्क इग्निशन की दूसरी विधि शुरुआती इलेक्ट्रिक वेल्डर के लिए सबसे उपयुक्त है, क्योंकि यह सबसे सरल है। इसके अलावा, धातु पर अल्पकालिक मार्गदर्शन इलेक्ट्रोड को गर्म करता है, और फिर इसके साथ खाना बनाना बहुत आसान हो जाता है।


चाप के प्रज्वलन के बाद, इसे वर्कपीस की सतह के जितना संभव हो उतना करीब रखा जाना चाहिए, 0.5 सेमी से अधिक की दूरी पर। इसके अलावा, इस दूरी को लगभग हर समय समान रखा जाना चाहिए, अन्यथा वेल्ड होगा बदसूरत और असमान हो।
वेल्डिंग गति
इलेक्ट्रोड की गति वेल्ड की जा रही धातु की मोटाई पर निर्भर करती है। तदनुसार, यह जितना पतला होगा, वेल्डिंग की गति उतनी ही तेज होगी, और इसके विपरीत। इसमें अनुभव समय के साथ आएगा, जब आप एक चाप को हल्का करना सीखेंगे और कम या ज्यादा खाना बनाना शुरू करेंगे। नीचे दिए गए चित्र उदाहरण के उदाहरण दिखाते हैं जिससे आप समझ सकते हैं कि वेल्डिंग किस गति से की गई थी।
यदि धीरे-धीरे, तो वेल्डिंग सीम मोटी हो जाती है, और इसके किनारों को दृढ़ता से पिघलाया जाता है। यदि, इसके विपरीत, इलेक्ट्रोड बहुत तेजी से संचालित होता है, तो सीम कमजोर और पतली होती है, साथ ही असमान भी होती है। सही वेल्डिंग गति पर, धातु वेल्ड पूल को पूरी तरह से भर देती है।
इसके अलावा, वेल्डिंग का अभ्यास करते समय, आपको धातु की सतह के संबंध में इलेक्ट्रोड के सही कोण की निगरानी करने की आवश्यकता होती है।कोण लगभग 70 डिग्री होना चाहिए और यदि आवश्यक हो तो बदला जा सकता है। वेल्ड के निर्माण के दौरान, इलेक्ट्रोड की गति एक तरफ से दूसरी तरफ अनुदैर्ध्य, अनुवादकीय और दोलक हो सकती है।
इनमें से प्रत्येक इलेक्ट्रोड अग्रणी तकनीक आपको वांछित सीम प्राप्त करने, इसकी चौड़ाई को कम करने या बढ़ाने और कुछ अन्य मापदंडों को बदलने की अनुमति देती है।
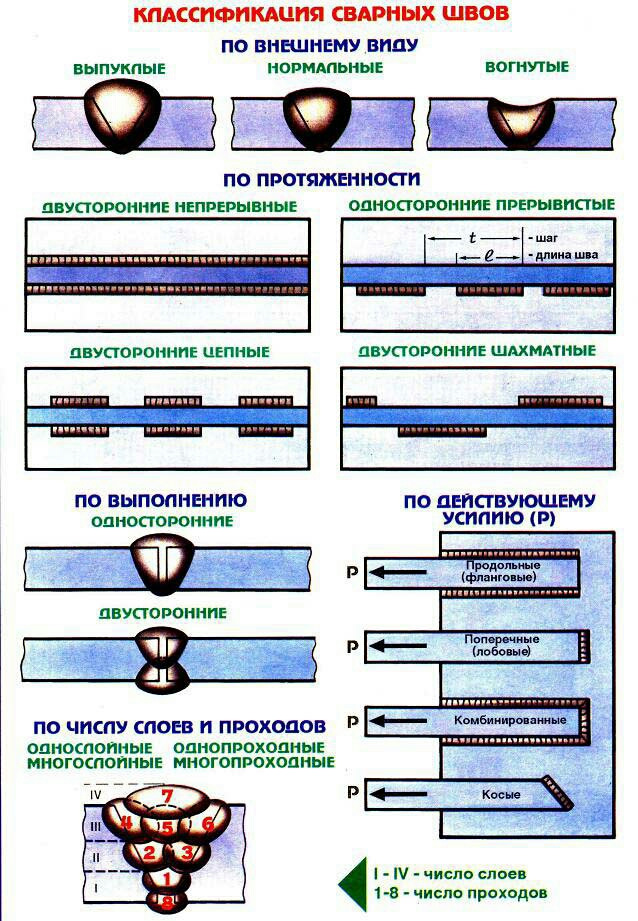
वेल्डिंग के तरीके
फिलहाल, वेल्डिंग के लिए कई तरीकों का इस्तेमाल किया जाता है। उन्हें विभिन्न मानदंडों के अनुसार विभाजित किया गया है। यह जानकारी एक नौसिखिया के लिए उपयोगी होगी, इसलिए आपको इसे अवश्य पढ़ना चाहिए।
हीटिंग के आधार पर, उत्पाद के किनारे पूरी तरह से पिघल सकते हैं या प्लास्टिक की स्थिति में हो सकते हैं। पहली विधि में शामिल होने वाले भागों में कुछ बल लगाने की भी आवश्यकता होती है - दबाव वेल्डिंग।
दूसरे में, एक वेल्ड पूल के गठन के परिणामस्वरूप कनेक्शन बनता है, जिसमें पिघला हुआ धातु और एक इलेक्ट्रोड होता है।
ऐसी अन्य वेल्डिंग विधियां हैं जिनमें उत्पाद बिल्कुल भी गर्म नहीं होता है - ठंड वेल्डिंग, या प्लास्टिक की स्थिति में नहीं लाया जाता है - अल्ट्रासाउंड का उपयोग करके कनेक्शन।
वेल्डिंग के तरीके और प्रकार।
अन्य प्रकार की वेल्डिंग नीचे सूचीबद्ध हैं:
- लोहार।
इस विधि में, जुड़ने वाले उत्पादों के सिरों को एक भट्टी में गर्म किया जाता है और फिर जाली बनाई जाती है। यह विधि सबसे प्राचीन में से एक है और वर्तमान में इसका व्यावहारिक रूप से उपयोग नहीं किया जाता है। - गैस प्रेस।
उत्पादों के किनारों को पूरे विमान में ऑक्सीजन-एसिटिलीन जनजाति द्वारा गर्म किया जाता है और प्लास्टिक की स्थिति में लाया जाता है, जिसके बाद उन्हें संपीड़न के अधीन किया जाता है।यह विधि अत्यधिक कुशल और उत्पादक है। इसका उपयोग गैस पाइपलाइन, रेलवे, मैकेनिकल इंजीनियरिंग के निर्माण में किया जाता है। - संपर्क करना।
भागों को वेल्डिंग उपकरण के विद्युत सर्किट में शामिल किया जाता है और उनके माध्यम से करंट प्रवाहित किया जाता है। भागों के संपर्क बिंदु पर एक शॉर्ट सर्किट होता है, जिसके परिणामस्वरूप जंक्शन पर बड़ी मात्रा में गर्मी निकलती है। यह धातु को पिघलाने और जोड़ने के लिए पर्याप्त है। - बट, स्पॉट और सीम - उत्पाद को बन्धन की संपर्क विधि की किस्में।
- बेलन।
इसका उपयोग शीट संरचनाओं के संबंध में किया जाता है जिसके लिए उच्च-गुणवत्ता और विश्वसनीय सीम की आवश्यकता होती है। - दीमक।
धातु को थर्माइट, लोहे के पैमाने के पाउडर और शुद्ध एल्यूमीनियम के मिश्रण को जलाने से एक साथ रखा जाता है। - परमाणु जल।
उत्पाद के किनारों को दो टंगस्टन इलेक्ट्रोड के बीच जलने वाले चाप की क्रिया से पिघलाया जाता है। इलेक्ट्रोड विशेष धारकों से जुड़े होते हैं जिनके माध्यम से हाइड्रोजन की आपूर्ति की जाती है। नतीजतन, वेल्ड पूल के चाप और तरल धातु हाइड्रोजन द्वारा ऑक्सीजन और नाइट्रोजन जैसे वायुमंडलीय गैसों के हानिकारक प्रभावों से सुरक्षित हैं। - गैस।
विधि का सार भागों को गर्म करने और पिघलाने के लिए एक लौ का उपयोग करना है। ज्वाला ऑक्सीजन वातावरण में ज्वलनशील गैस को जलाने से प्राप्त होती है। गैस-ऑक्सीजन मिश्रण विशेष बर्नर का उपयोग करके प्राप्त किया जाता है।
गैस वेल्डिंग विधि फ्यूजन वेल्डिंग को संदर्भित करती है। उत्पादों के बीच अंतराल भराव तार से भरे हुए हैं। इस पद्धति का व्यापक रूप से मानव जीवन के विभिन्न क्षेत्रों में उपयोग किया जाता है। अक्सर पतली दीवारों वाले उत्पादों, अलौह धातुओं, कच्चा लोहा को जोड़ने पर पाया जाता है।
इन्वर्टर उपकरण के साथ काम करते समय, इलेक्ट्रोड की ध्रुवीयता का कोई छोटा महत्व नहीं होता है।योजना के आधार पर, भाग की ताप तीव्रता में परिवर्तन होता है, जो आपको विभिन्न वेल्डिंग स्थितियों को बनाने की अनुमति देता है
टिप छह
नशे में धुत समुद्र घुटने तक। शराब के प्रभाव में रहते हुए कभी भी वेल्ड न करें। वेल्डिंग "पीने" की तुलना में काम छोड़ना बेहतर है। यह सलाह यूक्रेन के लिए प्रासंगिक है। मुझे देखना था कि चौथी कैटेगरी के एक वेल्डर ने शराब के नशे में वेल्डिंग कर किस तरह से शादी कर ली। अगले दिन उसे अपनी आँखों पर विश्वास नहीं हुआ। उन्होंने इनकार किया कि यह उनका काम था। अगर डिजाइन जिम्मेदार है, तो सब कुछ बहुत खराब है। एक निर्माण फर्म में, एक वेल्डर, एक ऊर्ध्वाधर सीम करने में असमर्थ, साइट पर भेजा गया था, जहां उनके कार्यों में बालकनियों और रेलिंग की स्थापना और स्थापना शामिल थी। अब कल्पना कीजिए कि वह ज्यादातर समय शराब के नशे में ही यह काम करता था। वैसे, इन गगनचुंबी इमारतों में पहले से ही लोगों का निवास है, और निर्माण कंपनी लंबे समय से मौजूद नहीं है।



घर पर वेल्डिंग के लिए आपको क्या चाहिए?
काम को अंजाम देने के लिए, आपको सबसे पहले एक वेल्डिंग मशीन की आवश्यकता होगी। इसकी कई किस्में हैं।
आइए तय करें कि किसे पसंद करना है।
- वेल्डिंग जनरेटर। एक विशिष्ट विशेषता विद्युत ऊर्जा उत्पन्न करने और एक चाप बनाने के लिए इसका उपयोग करने की क्षमता है। यह उपयोगी होगा जहां कोई शक्ति स्रोत नहीं है। इसके प्रभावशाली आयाम हैं, इसलिए इसका उपयोग करना बहुत सुविधाजनक नहीं है।
- वेल्डिंग ट्रांसफार्मर। डिवाइस मुख्य से आपूर्ति किए गए वैकल्पिक वोल्टेज को एक अलग आवृत्ति के वैकल्पिक वोल्टेज में परिवर्तित करता है, जो वेल्डिंग के लिए आवश्यक है। उपकरणों को संचालित करना आसान है, लेकिन महत्वपूर्ण आयाम हैं और संभावित बिजली वृद्धि के लिए नकारात्मक प्रतिक्रिया करते हैं।
- वेल्डिंग सुधारक।एक उपकरण जो मुख्य से आपूर्ति की गई वोल्टेज को प्रत्यक्ष धारा में परिवर्तित करता है, जो एक विद्युत चाप के निर्माण के लिए आवश्यक है। कॉम्पैक्टनेस और काम की उच्च दक्षता में अंतर।
घरेलू उपयोग के लिए, एक इन्वर्टर टाइप रेक्टिफायर को प्राथमिकता दी जाती है। उन्हें आमतौर पर केवल इनवर्टर के रूप में संदर्भित किया जाता है। उपकरण बहुत कॉम्पैक्ट है। काम करते समय, इसे कंधे पर लटका दिया जाता है। डिवाइस के संचालन का सिद्धांत काफी सरल है।
यह उच्च आवृत्ति धारा को दिष्ट धारा में परिवर्तित करता है। इस प्रकार के करंट के साथ काम करना उच्चतम गुणवत्ता वाला वेल्ड प्रदान करता है।
वेल्डिंग जनरेटर नेटवर्क की अनुपस्थिति में काम कर सकता है। यह अपने आप बिजली पैदा करता है। प्रणाली बहुत भारी है, इसके साथ काम करना काफी कठिन है।
इनवर्टर किफायती होते हैं, वे घरेलू नेटवर्क से काम करते हैं। इसके अलावा, शुरुआत के लिए उनके साथ काम करना बेहतर है। वे संचालित करने में बेहद आसान हैं और एक स्थिर चाप प्रदान करते हैं।
इनवर्टर के नुकसान में अन्य उपकरणों की तुलना में अधिक लागत, धूल के प्रति संवेदनशीलता, नमी और बिजली की वृद्धि शामिल है।
होम वेल्डिंग के लिए इन्वर्टर चुनते समय, वेल्डिंग वर्तमान मूल्यों की सीमा पर ध्यान दें। न्यूनतम मूल्य - 160-200 ए
अतिरिक्त उपकरण सुविधाएँ नौसिखिए के लिए काम को आसान बना सकती हैं।
इन सुखद "बोनस" में से यह ध्यान देने योग्य है:
- हॉट स्टार्ट - जिसका अर्थ है कि वेल्डिंग आर्क के प्रज्वलित होने पर आपूर्ति की जाने वाली प्रारंभिक धारा में वृद्धि। इसके लिए धन्यवाद, चाप को सक्रिय करना बहुत आसान है।
- एंटी-स्टिक - इलेक्ट्रोड रॉड फंस जाने पर वेल्डिंग करंट को स्वचालित रूप से कम कर देता है। इससे इसे उतारने में आसानी होती है।
- आर्क फोर्स - अगर इलेक्ट्रोड को वर्कपीस में बहुत जल्दी लाया जाए तो वेल्डिंग करंट बढ़ जाता है। इस मामले में, चिपकना नहीं होता है।
किसी भी प्रकार की वेल्डिंग मशीन के अतिरिक्त इलेक्ट्रोड की आवश्यकता होगी। उनका ब्रांड एक विशेष तालिका के अनुसार सबसे अच्छा चुना जाता है, जो इंगित करता है कि किस प्रकार की सामग्री को वेल्डेड किया जा रहा है।
आपको वेल्डिंग मास्क की भी आवश्यकता होगी। सबसे अच्छी चीज वह है जिसे सिर पर पहना जाता है। जिन मॉडलों को आप अपने हाथ में पकड़ना चाहते हैं, वे बेहद असहज हैं।
केवल एक सुरक्षात्मक सूट में वेल्डिंग के साथ काम करना आवश्यक है। एक विशेष मुखौटा आपकी आंखों को पराबैंगनी विकिरण और छींटे से बचाएगा, एक तंग सूट और कैनवास के दस्ताने जलने से रोकेंगे
मुखौटा एक साधारण रंगा हुआ गिलास या तथाकथित "गिरगिट" हो सकता है। बाद वाला विकल्प बेहतर है, क्योंकि जब एक चाप दिखाई देता है, तो कांच अपने आप काला हो जाता है।
केवल विशेष कपड़ों में काम करना आवश्यक है जो स्पलैश और पराबैंगनी विकिरण से बचाता है। यह मोटे सूती चौग़ा, जूते या उच्च जूते, कैनवास या रबरयुक्त दस्ताने हो सकते हैं।
आपको और क्या चाहिए
इलेक्ट्रोड के बिना एक वेल्डिंग मशीन पूरी तरह से बेकार इकाई है। इलेक्ट्रोड उपभोज्य हैं, वे भी भिन्न हैं: उपभोज्य और गैर-उपभोज्य, धातु (स्टील, तांबे और अन्य धातुओं से बने) और गैर-धातु, तार या कठोर रॉड के रूप में, विभिन्न सुरक्षात्मक कोटिंग्स आदि के साथ।
उन लोगों के लिए जो इलेक्ट्रोड के साथ ठीक से वेल्ड करने के बारे में सोचते हैं, स्टील सार्वभौमिक छड़ 3 मिमी या 4 मिमी मोटी से शुरू करना सबसे अच्छा है। व्यास पैकेज पर इंगित किया गया है, सही लोगों को चुनना मुश्किल नहीं होगा। उनके साथ काम करने में महारत हासिल करने के बाद, अन्य प्रकारों पर स्विच करना संभव होगा, लेकिन रोजमर्रा की जिंदगी में उनकी मांग होने की संभावना नहीं है।
इन्वर्टर के लिए इलेक्ट्रोड
वेल्डिंग के लिए उपभोग्य सामग्रियों के अलावा, आपको निश्चित रूप से वेल्डर मास्क की आवश्यकता होगी।इसके बिना काम करना बिल्कुल असंभव है, अन्यथा आप जल्दी से आंखों के कॉर्निया में जलन और कई अन्य दृष्टि समस्याओं का शिकार हो सकते हैं। गिरगिट के शीशे वाले मास्क सबसे अच्छे हैं। या बल्कि, एक स्वचालित प्रकाश फिल्टर के साथ जो रोशनी में परिवर्तन पर प्रतिक्रिया करता है और आंखों को हानिकारक विकिरण से बचाता है।



उपयुक्त कपड़े, जूते और दस्ताने प्राप्त करने की भी सलाह दी जाती है जो चिंगारी से नहीं जलते हैं और इस मामले में वे बिजली के झटके से बचा सकते हैं।
उपकरण से आपको सीवन से पैमाने को खटखटाने के लिए एक हथौड़ा की आवश्यकता होगी, साथ ही सभी प्रकार के शिकंजा, क्लैंप और चुंबकीय कोनों, जिसके साथ आप वांछित स्थिति में वेल्ड करने के लिए भागों को ठीक कर सकते हैं।
शुरुआती वेल्डर के लिए न्यूनतम सेट
वेल्डिंग तत्व
वेल्डिंग प्रक्रिया की मूल बातें आत्मविश्वास से महारत हासिल करने के बाद, आप तत्वों को एक ही संरचना में जोड़ने के लिए आगे बढ़ सकते हैं। और यहां भी, इस तरह के प्रभाव के लिए धातु की प्रतिक्रिया से जुड़ी सूक्ष्मताएं हैं।
सबसे पहले, आपको सीम की लंबाई का सही मूल्यांकन करने और यह सुनिश्चित करने की आवश्यकता है कि यह जोड़ों में शामिल होने के लिए भागों को नहीं खींचती है। ऐसा करने के लिए, उन्हें क्लैंप या अन्य तरीकों की मदद से एक निश्चित स्थिति में तय किया जाना चाहिए। और निर्धारण को ठीक करने के लिए, वे इसे कई जगहों पर अनुप्रस्थ सीम से पकड़ते हैं। और उसके बाद ही वे जलते हैं।
वेल्डिंग का क्रम जोड़ की लंबाई पर निर्भर करता है। एक दिशा में और एक बार में, केवल 300 मिमी तक के छोटे सीमों को ही वेल्ड किया जा सकता है। यदि यह दूरी अधिक है, तो छोटे खंडों में सिलाई करके परिणामी तनावों की भरपाई करना आवश्यक है।
लंबाई के आधार पर सीम बनाने की योजना
काम के अंत में बहुत सुंदर सीम को सावधानीपूर्वक काटा और ग्राइंडर से रेत नहीं किया जा सकता है।
इलेक्ट्रिक वेल्डिंग की मूल बातें
वेल्डेड धातु के जोड़ आज सबसे विश्वसनीय हैं: टुकड़े या हिस्से एक पूरे में जुड़े हुए हैं। यह उच्च तापमान के संपर्क के परिणामस्वरूप होता है। अधिकांश आधुनिक वेल्डिंग मशीनें धातु को पिघलाने के लिए विद्युत चाप का उपयोग करती हैं। यह प्रभाव क्षेत्र में धातु को गलनांक तक गर्म करता है, और यह एक छोटे से क्षेत्र में होता है। चूंकि विद्युत चाप का उपयोग किया जाता है, इसलिए वेल्डिंग को विद्युत चाप भी कहा जाता है।
यह वेल्ड करने का बिल्कुल सही तरीका नहीं है)) कम से कम, आपको मास्क की आवश्यकता है
इलेक्ट्रिक वेल्डिंग के प्रकार
प्रत्यक्ष और प्रत्यावर्ती धारा दोनों द्वारा एक विद्युत चाप का निर्माण किया जा सकता है। वेल्डिंग ट्रांसफार्मर को प्रत्यावर्ती धारा के साथ वेल्ड किया जाता है, प्रत्यक्ष धारा के साथ इनवर्टर।
एक ट्रांसफार्मर के साथ काम करना अधिक जटिल है: वर्तमान बारी-बारी से है, इसलिए वेल्डेड चाप "कूदता है", उपकरण स्वयं भारी और भारी है। अभी भी बहुत कष्टप्रद शोर है, जो ऑपरेशन और चाप और ट्रांसफार्मर के दौरान ही निकलता है। एक और उपद्रव है: ट्रांसफार्मर नेटवर्क को दृढ़ता से "सेट" करता है। इसके अलावा, महत्वपूर्ण वोल्टेज वृद्धि देखी जाती है। यह परिस्थिति पड़ोसियों से बहुत खुश नहीं है, और आपके घरेलू उपकरणों को नुकसान हो सकता है।
वेल्डिंग तकनीक
एक विद्युत चाप होने के लिए, विपरीत आवेश वाले दो प्रवाहकीय तत्वों की आवश्यकता होती है। एक धातु का हिस्सा है और दूसरा इलेक्ट्रोड है।
जब अलग-अलग ध्रुवता के इलेक्ट्रोड और धातु स्पर्श करते हैं, तो एक विद्युत चाप होता है। इसके प्रकट होने के बाद जिस स्थान पर इसे निर्देशित किया जाता है, उस भाग की धातु पिघलने लगती है। उसी समय, इलेक्ट्रोड रॉड की धातु पिघल जाती है, विद्युत चाप के साथ पिघलने वाले क्षेत्र में स्थानांतरित हो जाती है: वेल्ड पूल।
एक वेल्ड पूल कैसे बनता है? इस प्रक्रिया को समझे बिना आप समझ नहीं पाएंगे कि धातु को सही तरीके से कैसे वेल्ड किया जाता है (छवि का आकार बढ़ाने के लिए उस पर राइट क्लिक करें)
इस प्रक्रिया में, सुरक्षात्मक कोटिंग भी जलती है, आंशिक रूप से पिघलती है, आंशिक रूप से वाष्पित होती है और कुछ गर्म गैसों को छोड़ती है। धातु को ऑक्सीजन के संपर्क से बचाने के लिए गैसें वेल्ड पूल को घेर लेती हैं। उनकी संरचना सुरक्षात्मक कोटिंग के प्रकार पर निर्भर करती है। पिघला हुआ धातुमल धातु पर भी परत चढ़ाता है, जिससे उसका तापमान बनाए रखने में मदद मिलती है। वेल्डिंग द्वारा ठीक से वेल्ड करने के लिए, यह सुनिश्चित करना आवश्यक है कि स्लैग वेल्ड पूल को कवर करता है।
स्नान को स्थानांतरित करके वेल्ड प्राप्त किया जाता है। और यह तब चलता है जब इलेक्ट्रोड चलता है। यह वेल्डिंग का पूरा रहस्य है: आपको एक निश्चित गति से इलेक्ट्रोड को स्थानांतरित करने की आवश्यकता है

आवश्यक प्रकार के कनेक्शन के आधार पर, इसके झुकाव के कोण और वर्तमान मापदंडों का सही चयन करना भी महत्वपूर्ण है।
जैसे ही धातु ठंडी होती है, उस पर एक स्लैग क्रस्ट बनता है - सुरक्षात्मक गैसों के जलने का परिणाम। यह धातु को हवा में निहित ऑक्सीजन के संपर्क से भी बचाता है। ठंडा होने के बाद हथौड़े से पीटा जाता है। इस मामले में, गर्म टुकड़े बिखर जाते हैं, इसलिए आंखों की सुरक्षा की आवश्यकता होती है (विशेष चश्मा पहनें)।
आप यहां एक गुब्बारे या बैरल से ब्रेज़ियर बनाने के तरीके के बारे में पढ़ सकते हैं। बस इसकी आदत डालें।
इन्वर्टर के साथ वेल्डिंग के लिए चरण-दर-चरण निर्देश
सबसे पहले, वेल्डिंग के लिए सुरक्षात्मक तत्वों का होना आवश्यक है:
- मोटे कपड़े के दस्ताने;
- आंखों की रक्षा करने वाले एक विशेष फिल्टर के साथ वेल्डिंग मास्क;
- एक ऐसी सामग्री से बना एक मोटा जैकेट और पतलून जो वेल्डिंग के दौरान दिखाई देने वाली चिंगारी से प्रज्वलित नहीं होता है;
- मोटे तलवों के साथ बंद जूते।
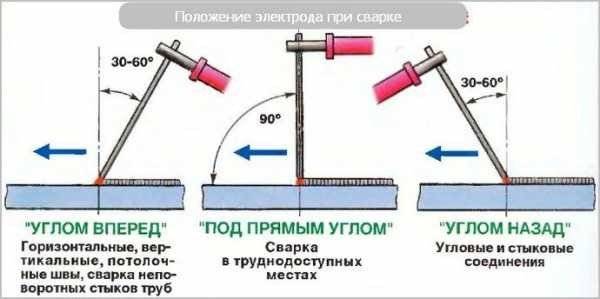
वेल्डिंग के दौरान इलेक्ट्रोड की स्थिति।
इससे पहले कि आप वेल्डिंग इन्वर्टर के साथ वेल्डिंग शुरू करें, आपको सुरक्षित काम करने की स्थिति बनाने के उद्देश्य से आवश्यक उपाय करने चाहिए।
कार्यस्थल की उचित तैयारी है:
- मेज पर आवश्यक खाली स्थान प्रदान करते हुए, सभी अनावश्यक वस्तुओं को हटा दिया जाना चाहिए, लेकिन जो छींटे पड़ सकते हैं;
- उच्च गुणवत्ता वाली रोशनी बनाना;
- बिजली के झटके से बचाने वाले लकड़ी के फर्श पर खड़े होकर वेल्डिंग का काम करना आवश्यक है।
फिर वर्तमान को भागों की मोटाई के आधार पर समायोजित किया जाता है और इलेक्ट्रोड का चयन किया जाता है। उत्तरार्द्ध तैयार किया जाना चाहिए। यदि वे केवल एक वितरण नेटवर्क में खरीदे गए थे और उनकी गुणवत्ता संदेह से परे है, तो इस कार्रवाई को छोड़ दिया जा सकता है।
इलेक्ट्रोड तैयार करने के बाद, मास टर्मिनल को उत्पाद से जोड़ा जाता है।
उच्च-गुणवत्ता और विश्वसनीय धातु कनेक्शन प्राप्त करने के लिए, इसे तैयार किया जाना चाहिए:
- उत्पाद के किनारों से जंग पूरी तरह से हटा दिया जाता है;
- सॉल्वैंट्स की मदद से, विभिन्न दूषित पदार्थों को साफ किया जाता है;
- अंतिम चरण में, किनारों की सफाई के लिए जाँच की जाती है, ग्रीस, पेंटवर्क और अन्य दूषित पदार्थों की उपस्थिति अस्वीकार्य है।
अगला, आपको वेल्डिंग इन्वर्टर को कनेक्ट करने की आवश्यकता है। एक रोलर के रूप में एक सीवन बनाने, एक मोटी धातु शीट पर प्रशिक्षण सबसे अच्छा किया जाता है। मेज पर क्षैतिज रूप से पड़ी धातु पर पहला कनेक्शन बनाएं। उस पर चाक के साथ एक सीधी रेखा खींचें, जिसके साथ सीवन जाएगा।
इन्वर्टर का विद्युत परिपथ।
इस प्रक्रिया में, ऐसी वस्तु पर प्रशिक्षण वेल्डिंग तकनीक में काफी सुधार कर सकता है।
वेल्डिंग प्रक्रिया चाप के प्रज्वलन के साथ शुरू होती है।
इस क्रिया को करने के दो तरीके हैं:
- धातु पर खरोंच;
- धातु पर दोहन।
विधि का चुनाव व्यक्ति की प्राथमिकताओं पर निर्भर करता है, मुख्य बात यह है कि जब जलाना संयुक्त क्षेत्र के बाहर वेल्डिंग के निशान नहीं छोड़ना है।
चाप के प्रज्वलन के बाद, धातु के संपर्क से एक चाप को प्रज्वलित किया जाता है, वेल्डर चाप की लंबाई के अनुरूप थोड़ी दूरी के लिए भाग की सतह से इलेक्ट्रोड को हटा देता है और वेल्डिंग शुरू करता है।
नतीजतन, दो धातु भागों के जंक्शन पर एक वेल्डिंग सीम बनता है। इसे सतह पर स्केल-स्केल से कवर किया जाएगा। इसे हटाया जाना चाहिए। सीम पर एक छोटे से हथौड़े से टैप करके यह करना बहुत आसान है।
औज़ार
मैनुअल आर्क वेल्डिंग की तकनीक अपेक्षाकृत सरल है और इसे विशेष उपकरण और इलेक्ट्रोड का उपयोग करके किया जाता है। आपको सहायक उपकरण और सुरक्षात्मक उपकरण की भी आवश्यकता होगी।



उपकरण प्रकार
तीन प्रकार के उपकरण हैं जिनका उपयोग डू-इट-खुद आर्क वेल्डिंग के लिए किया जा सकता है:
- ट्रांसफार्मर ऐसे उपकरणों के संचालन का सिद्धांत प्रत्यावर्ती धारा पर आधारित है। यह ध्यान दिया जाना चाहिए कि वे काफी भारी हैं, सामान्य विद्युत नेटवर्क में वोल्टेज में अचानक परिवर्तन करने में सक्षम हैं और बहुत शोर हैं। एक ट्रांसफॉर्मर पर एक समान सीम बनाना काफी मुश्किल है, केवल अनुभवी वेल्डर ही इसे कर सकते हैं। लेकिन अगर नौसिखिए कारीगरों को ट्रांसफॉर्मर का उपयोग करके आर्क वेल्डिंग में प्रशिक्षित किया जाता है, तो अन्य उपकरणों के साथ काम करना बहुत आसान हो जाएगा;
- दिष्टकारी। उपकरणों का संचालन अर्धचालक डायोड द्वारा प्रदान किया जाता है। इस प्रकार की इकाइयाँ प्रत्यावर्ती धारा को दिष्ट धारा में बदल देती हैं। ये बहुमुखी उपकरण हैं। लगभग सभी इलेक्ट्रोड उनके लिए उपयुक्त हैं और विभिन्न धातुओं पर वेल्डिंग की जा सकती है।एक ट्रांसफॉर्मर की तुलना में, वेल्डिंग प्रक्रिया बहुत आसान है और चाप स्थिरता बनाए रखी जाती है;
- इनवर्टर। वे लगभग चुपचाप काम करते हैं। कॉम्पैक्टनेस और स्वचालित समायोजन प्रणाली के कारण उपयोग में आसान। ऑपरेशन के दौरान, डिवाइस प्रत्यावर्ती धारा को परिवर्तित करके एक उच्च शक्ति प्रत्यक्ष धारा उत्पन्न करता है।
सभी उपकरणों में इनवर्टर को सबसे अच्छा माना जाता है। वे पावर सर्ज के दौरान भी एक स्थिर चाप बनाते हैं और बहुक्रियाशील होते हैं।
औज़ार
इलेक्ट्रिक आर्क वेल्डिंग के साथ वेल्डिंग करने से पहले, आपको पहले व्यक्तिगत सुरक्षा उपकरण और उपकरण तैयार करने होंगे:
- वेल्डिंग और इलेक्ट्रोड के लिए उपकरण। जो लोग अभी वेल्डिंग कौशल सीख रहे हैं उन्हें अधिक इलेक्ट्रोड तैयार करने चाहिए;
- सहायक उपकरण। आर्क वेल्डिंग तकनीक में वेल्डिंग के दौरान उत्पन्न होने वाले स्लैग को हटाना शामिल है, और इसके लिए आपको धातु के लिए एक हथौड़ा और ब्रश की आवश्यकता होती है;
- सुरक्षात्मक पोशाक। एक विशेष मुखौटा, दस्ताने और घने सामग्री से बने सुरक्षात्मक कपड़ों के बिना वेल्डिंग शुरू न करें। ऐसे साधनों की उपेक्षा करने लायक नहीं है, क्योंकि मानव सुरक्षा उन पर निर्भर करती है।
यदि आप पहली बार डिवाइस के साथ काम कर रहे हैं और सीखना चाहते हैं कि मैनुअल आर्क वेल्डिंग द्वारा ठीक से कैसे वेल्ड किया जाए, तो प्रशिक्षण धातु तत्वों को पूर्व-तैयार करने की अनुशंसा की जाती है।
वेल्डिंग तकनीक
आज तक, निम्न प्रकार के इलेक्ट्रिक आर्क वेल्डिंग ज्ञात हैं:
-
एक गैर-उपभोज्य इलेक्ट्रोड के साथ वेल्डिंग।
इलेक्ट्रोड के रूप में उपयोग किया जाने वाला टंगस्टन (या ग्रेफाइट) रॉड पिघलता नहीं है, लेकिन एक विद्युत चाप बनाए रखता है। वेल्ड धातु की आपूर्ति तार या रॉड के रूप में की जाती है। सोल्डरिंग आयरन मोड में इस प्रकार की वेल्डिंग भराव सामग्री के बिना भी काम कर सकती है।
-
सबमर्ज्ड आर्क वेल्डिंग।
एक इलेक्ट्रोड जो एक विद्युत चाप बनाता है उसे फ्लक्स परत में फीड किया जाता है जो भाग को कवर करता है। इस प्रकार, धातुओं के आदर्श कनेक्शन के लिए स्थितियां बनाई जाती हैं, हवा के विनाशकारी प्रभाव के अधीन नहीं।
-
अर्ध-स्वचालित चाप वेल्डिंग।
इलेक्ट्रोड की भूमिका एक धातु के तार द्वारा की जाती है जिससे विद्युत प्रवाह की आपूर्ति की जाती है। जैसे ही यह पिघलता है, एक स्वचालित फ़ीड होता है (ताकि चाप की लंबाई स्थिर रखी जाती है)। उसी समय, एक परिरक्षण गैस, कार्बन डाइऑक्साइड या आर्गन को वेल्डिंग साइट पर इंजेक्ट किया जाता है। नतीजतन, वेल्ड की गुणवत्ता में काफी सुधार हुआ है।
घर पर, इस प्रकार की वेल्डिंग का व्यावहारिक रूप से उपयोग नहीं किया जाता है। इसलिए, आइए चौथे प्रकार की वेल्डिंग - मैनुअल इलेक्ट्रिक आर्क वेल्डिंग पर विचार करें।
मैनुअल आर्क वेल्डिंग कोटिंग में एक विशेष इलेक्ट्रोड के उपयोग पर आधारित है
मैनुअल वेल्डिंग के लिए इलेक्ट्रिक वेल्डिंग मशीनों को दो प्रकारों में बांटा गया है - एसी और डीसी। प्रत्यावर्ती धारा का उपयोग उच्च प्रदर्शन और शक्ति के उपकरणों को डिजाइन करना संभव बनाता है। ध्रुवता उत्क्रमण की कमी के कारण प्रत्यक्ष धारा का लाभ, कम धातु के छींटे के साथ एक चिकना सीम है।
सबसी पाइपलाइन की मरम्मत
वेल्डिंग मशीन का संचालन दो धातु भागों के बीच संपर्क के बिंदु पर एक विद्युत चाप के निर्माण पर आधारित है। उच्च तापमान (7000o C तक) सामग्री को एक तरल अवस्था में पिघला देता है और प्रसार होता है - आणविक स्तर पर मिश्रण।
वेल्डिंग और ग्लूइंग के बीच मूलभूत अंतर सहायक सामग्री की अनुपस्थिति है - इसमें शामिल होने वाले हिस्से एक अखंड संरचना में बदल जाते हैं।
इसलिए, यह स्पष्ट रूप से समझा जाना चाहिए कि वेल्डिंग के सही अनुप्रयोग के लिए केवल सजातीय धातुओं का उपयोग किया जा सकता है। आप एल्यूमीनियम को लोहे या तांबे को स्टेनलेस स्टील में वेल्ड नहीं कर सकते। विभिन्न सामग्रियों का पिघलने का तापमान अलग-अलग होता है, और मिश्र धातुओं का निर्माण वेल्डिंग उपकरण की संभावनाओं की श्रेणी में शामिल नहीं होता है।
लोहे की संरचनाओं को वेल्डिंग करने के लिए, विभिन्न वेल्डेड मशीनें हैं।
-
ट्रांसफॉर्मर। उनका उपयोग 220 वी के वोल्टेज के साथ एक उच्च-तापमान विद्युत चाप बनाने के लिए आवश्यक मापदंडों के साथ करंट को करंट में बदलने के लिए किया जाता है। यह वोल्टेज में कमी (70 वी से अधिक नहीं) और वर्तमान ताकत में वृद्धि (हजारों एम्पीयर तक) के कारण होता है। आज, ऐसे उपकरण धीरे-धीरे अतीत की बात बनते जा रहे हैं, क्योंकि वे घरेलू उपयोग के लिए बहुत भारी हैं और बड़ी मात्रा में बिजली की खपत करते हैं। इसके अलावा, ट्रांसफार्मर का संचालन स्थिर नहीं है और समग्र रूप से नेटवर्क की स्थिति को नकारात्मक रूप से प्रभावित करता है - चालू होने पर, वोल्टेज की बूंदें बनती हैं, संवेदनशील घरेलू उपकरण पीड़ित होते हैं। एक और तीन चरण हैं।
-
रेक्टीफायर्स।
वे उपभोक्ता नेटवर्क के प्रत्यावर्ती धारा को प्रत्यक्ष धारा में परिवर्तित करते हैं। ऐसे उपकरणों के संचालन का सिद्धांत रेक्टिफाइंग सिलिकॉन डायोड के उपयोग पर आधारित है, जिन्हें वाल्व भी कहा जाता है। डीसी वेल्डिंग मशीन और एसी वेल्डिंग मशीन के बीच एक विशिष्ट अंतर सकारात्मक ध्रुव पर इलेक्ट्रोड का मजबूत हीटिंग है। यह वेल्डिंग प्रक्रिया को नियंत्रित करना संभव बनाता है: "कोमल वेल्डिंग" करने के लिए, सेटिंग्स में हेरफेर करके, धातु को काटते समय इलेक्ट्रोड को महत्वपूर्ण रूप से बचाएं।
-
इनवर्टर।
काफी लंबे समय तक (2000 तक) वे अपनी उच्च लागत के कारण रोजमर्रा की जिंदगी में व्यापक उपयोग के लिए उपलब्ध नहीं थे। लेकिन बाद में उन्हें काफी लोकप्रियता मिली।इन्वर्टर के संचालन का सिद्धांत मुख्य प्रत्यावर्ती धारा को प्रत्यक्ष धारा में परिवर्तित करना है, और फिर फिर से प्रत्यावर्ती, लेकिन पहले से ही उच्च-आवृत्ति वाले वर्तमान में। इस योजना और ट्रांसफार्मर वेल्डिंग के बीच का अंतर यह है कि परिवर्तित प्रत्यक्ष धारा से प्राप्त चाप अधिक स्थिर होता है।
इन्वर्टर वेल्डिंग का मुख्य लाभ विद्युत चाप की गतिशीलता में सुधार है, साथ ही स्थापना के वजन और आयामों में उल्लेखनीय कमी (प्रत्यक्ष ट्रांसफार्मर की तुलना में) है। इसके अलावा, आउटपुट करंट को सुचारू रूप से समायोजित करना संभव हो गया, जिससे यूनिट की दक्षता में काफी वृद्धि हुई और ऑपरेशन के दौरान चाप के प्रज्वलन में आसानी सुनिश्चित हुई।
लेकिन नुकसान भी हैं:
- उपयोग में अस्थायी प्रतिबंध, जो इलेक्ट्रॉनिक रूपांतरण सर्किट के हीटिंग से जुड़ा है;
- विद्युत चुम्बकीय "शोर", उच्च आवृत्ति हस्तक्षेप का निर्माण;
- हवा की नमी का नकारात्मक प्रभाव, जो डिवाइस के अंदर घनीभूत होने की ओर जाता है।




एक वेल्डर के लिए एक अच्छा लेख वास्तव में बहुत सारी उपयोगी बातें पसंद आई।