
- तो पाइप वेल्डिंग के लिए कौन सी मशीन उपयुक्त है?
- HAMER MULTIARC-250 इवोल्यूशन
- आवश्यक उपकरण और उपकरण
- 4 बट वेल्डिंग के लिए नियामक ढांचा
- मैनुअल इलेक्ट्रोफ्यूजन वेल्डिंग मशीन के निर्माता
- कौन से उपकरण मौजूद हैं?
- यांत्रिक वेल्डिंग इकाई
- मैनुअल वेल्डिंग मशीन (लोहा)
- peculiarities
- प्रकार
- वेल्डिंग उपकरण चुनने के लिए मानदंड
- 5 एलीटेक एसपीटी 800
- पॉलीप्रोपाइलीन पाइप के लिए वेल्डिंग मशीन के निर्माता, मॉडल का एक संक्षिप्त अवलोकन।
- बट वेल्डिंग विधि
- उपकरण प्रकार
- नियमावली
- यांत्रिक
- हाइड्रोलिक
- इलेक्ट्रोफ्यूजन उपकरण
- सही उपकरण कैसे चुनें?
- मैनुअल उपकरण
- यांत्रिक
- विषय पर निष्कर्ष और उपयोगी वीडियो
तो पाइप वेल्डिंग के लिए कौन सी मशीन उपयुक्त है?
संक्षेप में, यहाँ पाइप वेल्डिंग उपकरण के लिए आवश्यकताओं की एक सूची है:
- वेल्डिंग मोड: एमआईजी / एमएजी; एमएमए छूत
- वेल्डिंग चालू: 20 से 250 ए (एमएमए) की सीमा में; 20 से 250 ए (एमआईजी); 20 से 200 (टीआईजी);
- तार व्यास: 0.6 से 1.2 मिमी;
- इलेक्ट्रोड व्यास: 1.5 से 5 मिमी तक;
- वोल्टेज: 220V / 380V;
- दक्षता: 70-90%;
- वजन: 15-20 किलो।
वेल्डिंग मशीन HAMER MULTIARC-250 Evolution द्वारा इन आवश्यकताओं को पूरी तरह से पूरा किया जाता है
HAMER MULTIARC-250 इवोल्यूशन
-
- वेल्डिंग चालू 20-250 ए (एमएमए); 15-60 ए (कट); 20-200 ए (टीआईजी);
- वेल्डिंग का प्रकार एमएमए / कट / टीआईजी;
- वोल्टेज 220 वी / 50 हर्ट्ज;
- एमएमए मोड 250 ए / 35% के लिए लोड अवधि; 118.5 ए/100%;
- कट मोड के लिए लोड अवधि 60 ए/35%; 29.6ए/100%;
- टीआईजी मोड 200 ए/35% के लिए लोड अवधि; 118.5 ए/100%;
- दक्षता 85%;
- वजन 15 किलो;
- अस्थिर मुख्य वोल्टेज (गैरेज, खेतों, ग्रामीण इलाकों, आदि) के साथ संचालन के लिए उपयुक्त
HAMER MULTIARC-250 इवोल्यूशन एक मल्टीफंक्शनल वेल्डिंग मशीन है जो MMA, TIG, CUT मोड में काम करती है। कई मोड का संयोजन वेल्डिंग प्रक्रियाओं की सूची का विस्तार करता है, जिससे आप विभिन्न प्रकार की धातुओं के साथ काम कर सकते हैं। यह HAMER MULTIARC-250 इवोल्यूशन को उत्पादन में एक अनिवार्य सहायक बनाता है, विशेष रूप से वेल्डिंग मरम्मत, पाइप की स्थापना और स्थापना की तैयारी के लिए।
उपहार के रूप में 90 रूबल प्राप्त करें!

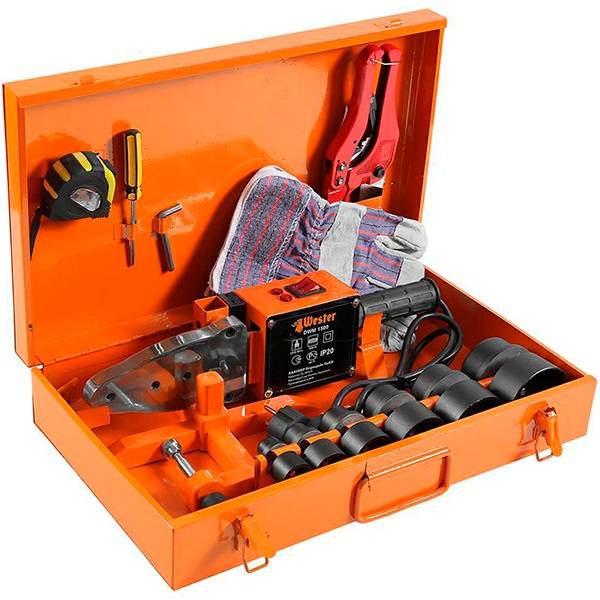
आवश्यक उपकरण और उपकरण
प्लास्टिक पाइप वेल्डिंग के लिए, हटाने योग्य नलिका के साथ तलवार के आकार के टांका लगाने वाले विडंबनाओं का उपयोग करना सुविधाजनक है। पाइप वेल्डिंग के लिए हीटिंग तत्व एक सपाट मंच है जिसे लोहा कहा जाता है, इसमें हीटिंग नोजल लगाने के लिए छेद होते हैं।
प्लास्टिक पाइप वेल्डिंग के लिए वेल्डिंग मशीन में एक तापमान नियंत्रक, एक ताप संकेतक प्रकाश होना चाहिए। वेल्डिंग उपकरण के अलावा, रिक्त स्थान को काटने और पन्नी की परत को हटाने के लिए उपकरणों की आवश्यकता होती है। प्लास्टिक रोल्ड उत्पादों को किसी भी सुविधाजनक तरीके से काटें:
- तार कटर के समान पाइप कटर;
- धातु के लिए कैंची;
- एक संकीर्ण ब्लेड के साथ हैकसॉ।
फाइन-कट फाइल्स या सैंडपेपर का इस्तेमाल कट्स को साफ करने, सैगिंग को हटाने के लिए किया जाता है। वेल्डिंग से पहले पाइपलाइन तत्वों को काटने के लिए, आपको एक शासक, वर्ग, लगा-टिप पेन या मार्कर तैयार करने की आवश्यकता है।
4 बट वेल्डिंग के लिए नियामक ढांचा
जैसा कि देखा जा सकता है, हाल ही में रूस में बट वेल्डिंग तकनीक के साथ काफी भ्रम था, क्योंकि कई मौजूदा नियामक दस्तावेजों ने अपनी व्याख्या दी थी, और इसलिए अधिकांश वेल्डर पतली जर्मन डीवीएस तकनीक पर भरोसा करना पसंद करते थे। और रूस में बट वेल्डिंग उपकरण की आवश्यकताओं को किसी भी मानक द्वारा परिभाषित नहीं किया गया था।
2013 की शुरुआत से, रूसी संघ में एक साथ दो नियामक दस्तावेज लागू हुए हैं:
- गोस्ट आर 55276 - अंतरराष्ट्रीय मानक आईएसओ 21307 के अनुवाद के आधार पर पानी और गैस पाइपलाइनों की स्थापना के दौरान पीई पाइप के बट वेल्डिंग की तकनीक के लिए;
- गोस्ट आर आईएसओ 12176-1 - अंतरराष्ट्रीय मानक आईएसओ 12176-1 के अनुवाद के आधार पर बट वेल्डिंग उपकरण के लिए।
उपकरणों के लिए GOST को अपनाना निश्चित रूप से उपयोगी था। दुर्भाग्य से, इसका मतलब यह नहीं है कि सबसे निम्न-श्रेणी के आयातित उपकरणों को तुरंत हटा दिया गया था। लेकिन, किसी भी मामले में, कुछ रूसी उपकरण निर्माता अब गुणवत्ता पर काम करने के लिए मजबूर हैं, और उपभोक्ता को खरीदे गए उपकरणों की गुणवत्ता का आकलन करने के लिए एक संकेत मिला है।
बट वेल्डिंग की तकनीक पर GOST सापेक्ष क्रम लाया। किसी भी मामले में, इसने रूसी संघ के क्षेत्र में पीई पाइपों के बट वेल्डिंग की तकनीक की एकरूपता को जन्म दिया। लेकिन समस्याएं जस की तस बनी रहीं।
महत्वपूर्ण! GOST R 55276, पारंपरिक कम दबाव वेल्डिंग मोड (DVS 2207-1 और पुराने रूसी मानकों के समान) के साथ, पॉलीइथाइलीन पाइप के लिए उच्च दबाव वेल्डिंग मोड को वैध बनाता है, जो पहले केवल यूएसए में उपयोग किया जाता था। यह मोड उपकरण पर बढ़ी हुई आवश्यकताओं को लागू करता है, लेकिन यह वेल्डिंग चक्र के समय को काफी कम कर सकता है।
महत्वपूर्ण! GOST R 55276 एक निर्माण स्थल पर सीधे उपयोग के लिए शायद ही उपयुक्त है, क्योंकि यह एक वेल्डर पर नहीं, बल्कि पॉलीथीन पाइप वेल्डिंग के लिए एक तकनीकी चार्ट के डेवलपर पर केंद्रित है। महत्वपूर्ण! GOST R 55276 ने उन प्रतिबंधों की समस्या का समाधान नहीं किया जो पुराने रूसी मानकों से पीड़ित थे और आज तक सभी विदेशी मानकों को भुगतना पड़ता है
सबसे पहले, स्वीकार्य हवा का तापमान +5 से +45 डिग्री सेल्सियस तक है, जबकि रूसी संघ के क्षेत्र का एक बड़ा हिस्सा दलदल के जमने पर वेल्डिंग शुरू करने के लिए मजबूर होता है। दूसरे, पाइप की अधिकतम दीवार की मोटाई 70 मिमी है, जबकि वास्तव में उत्पादित पाइपों की दीवार की मोटाई बहुत पहले 90 मिमी से अधिक हो गई है। और तीसरा, पाइप सामग्री केवल पारंपरिक कम दबाव वाली पॉलीथीन (एचडीपीई) है जिसमें कम से कम 0.2 ग्राम / 10 मिनट (1 9 0/5 पर) की पिघल प्रवाह दर होती है, जबकि पॉलीथीन के गैर-बहने वाले ग्रेड लंबे समय से उत्पादन के लिए उपयोग किए जाते हैं। 0.1 ग्राम/10 मिनट (1990/5 पर) से कम एमएफआई के साथ बड़े व्यास के पाइपों का मध्यम दबाव। हवा के तापमान और दीवार की मोटाई की सिद्ध सीमा के बाहर की स्थितियों के लिए, कुछ निर्माताओं ने मौजूदा नियमों को एक्सट्रपलेशन करके पॉलीइथाइलीन पाइप वेल्डिंग के लिए तकनीक की गणना की है, लेकिन इस सैद्धांतिक तकनीक को अभी तक दीर्घकालिक परीक्षणों द्वारा सत्यापित नहीं किया गया है। पॉलीथीन के गैर-प्रवाहित ग्रेड के लिए, सिद्धांत रूप में भी, पाइप वेल्डिंग के लिए कोई तकनीक नहीं है। नतीजतन, रूस में सभी वेल्डिंग का लगभग 80% उन परिस्थितियों में किया जाता है जो सिद्ध प्रौद्योगिकी की सीमाओं से परे जाते हैं!
महत्वपूर्ण! GOST R 55276 ने उन सीमाओं की समस्या का समाधान नहीं किया जो पुराने रूसी मानकों से पीड़ित थीं और आज तक सभी विदेशी मानकों को भुगतना पड़ता है।सबसे पहले, स्वीकार्य हवा का तापमान +5 से +45 ° तक है, जबकि रूसी संघ के क्षेत्र का एक बड़ा हिस्सा दलदल के जमने पर वेल्डिंग शुरू करने के लिए मजबूर होता है।
दूसरे, पाइप की अधिकतम दीवार की मोटाई 70 मिमी है, जबकि वास्तव में उत्पादित पाइपों की दीवार की मोटाई बहुत पहले 90 मिमी से अधिक हो गई है। और तीसरा, पाइप सामग्री केवल पारंपरिक कम दबाव वाली पॉलीथीन (एचडीपीई) है जिसमें कम से कम 0.2 ग्राम / 10 मिनट (1 9 0/5 पर) की पिघल प्रवाह दर होती है, जबकि पॉलीथीन के गैर-बहने वाले ग्रेड लंबे समय से उत्पादन के लिए उपयोग किए जाते हैं। 0.1 ग्राम/10 मिनट (1990/5 पर) से कम एमएफआई के साथ बड़े व्यास के पाइपों का मध्यम दबाव। हवा के तापमान और दीवार की मोटाई की सिद्ध सीमा के बाहर की स्थितियों के लिए, कुछ निर्माताओं ने मौजूदा नियमों को एक्सट्रपलेशन करके पॉलीइथाइलीन पाइप वेल्डिंग के लिए तकनीक की गणना की है, लेकिन इस सैद्धांतिक तकनीक को अभी तक दीर्घकालिक परीक्षणों द्वारा सत्यापित नहीं किया गया है। पॉलीथीन के गैर-प्रवाहित ग्रेड के लिए, सिद्धांत रूप में भी, पाइप वेल्डिंग के लिए कोई तकनीक नहीं है। नतीजतन, रूस में सभी वेल्डिंग का लगभग 80% उन परिस्थितियों में किया जाता है जो सिद्ध प्रौद्योगिकी की सीमाओं से परे जाते हैं!









पिछला
2
संकरा रास्ता।
मैनुअल इलेक्ट्रोफ्यूजन वेल्डिंग मशीन के निर्माता
वेल्डिंग बाजार में सोल्डरिंग मशीन एचडीपीई पाइप निम्नलिखित निर्माताओं के सबसे अधिक मांग वाले उत्पाद हैं:
- रोथेनबर्गर। इस कंपनी की स्थापना 1949 में जर्मनी में हुई थी। पिछले वर्षों में, कंपनी वेल्डिंग मशीनों के अग्रणी निर्माताओं में से एक बनकर बहुत बड़ी सफलता हासिल करने में सफल रही है। रोथेनबर्गर ब्रांड के तहत निर्मित उत्पाद उच्चतम संभव गुणवत्ता और उच्चतम स्तर की विश्वसनीयता से प्रतिष्ठित हैं।
- रिटमो। इतालवी कंपनी रिटमो की स्थापना 1979 में हुई थी।आज यह पॉलिमर और पॉलीमर उत्पादों के प्रसंस्करण में लगी अग्रणी कंपनियों की श्रेणी में आता है। अपनी गतिविधियों में, रिटमो लगातार सबसे आधुनिक और सख्त मानकों का पालन करता है। कंपनी का व्यवसाय बहुत उच्च स्तर पर है, और उत्पादों के बारे में भी यही कहा जा सकता है - रिटमो उत्पाद विविधता, बहुमुखी प्रतिभा और उच्चतम गुणवत्ता से प्रतिष्ठित हैं।
- डायट्रॉन। पुराने एनालॉग्स की पृष्ठभूमि के खिलाफ, 1992 में स्थापित चेक कंपनी DYTRON के उत्पाद अपर्याप्त गुणवत्ता के नहीं लगते - सब कुछ उसी के अनुसार है। उत्पाद रेंज असामान्य रूप से विस्तृत है - कंपनी मैनुअल और स्वचालित उपकरण दोनों का उत्पादन करती है जो आपको एचडीपीई पाइप कनेक्ट करने की अनुमति देती है। इसके अलावा, मॉडल रेंज लगातार विस्तार और पूरक हैं, इसलिए इस ब्रांड के स्टैंड पर अच्छे उपकरण ढूंढना कोई समस्या नहीं होगी। यह सबसे आधुनिक आवश्यकताओं के साथ जारी किए गए उपकरणों के अनुपालन पर भी ध्यान देने योग्य है।
निष्कर्ष
एचडीपीई पाइपों को टांका लगाने के लिए एक उपकरण चुनते समय, किसी विशेष स्थिति के कारण आवश्यकताओं पर निर्माण करना आवश्यक है। उपकरणों का उचित चयन आपको एक विश्वसनीय और तंग कनेक्शन बनाने की अनुमति देगा जो ठोस पाइप के रूप में लंबे समय तक चल सकता है।
कौन से उपकरण मौजूद हैं?
इसके डिजाइन के अनुसार, वेल्डिंग मशीन एक ऐसा उपकरण है जिसमें पाइप अनुभागों को गर्म किया जाता है, जिससे स्थायी कनेक्शन प्राप्त करना संभव हो जाता है। यह समझाने की आवश्यकता नहीं है कि प्लास्टिक पाइप वेल्डिंग के लिए उपयोग किए जाने वाले उपकरण का डिज़ाइन धातु के पाइपों को वेल्डिंग करने की मशीन से अलग होगा।
आज तक पॉलीप्रोपाइलीन पाइपों को वेल्डिंग करने के लिए उपयोग किए जाने वाले दो प्रकार के उपकरण बाजार में उपलब्ध हैं:
- वेल्डिंग के लिए यांत्रिक उपकरण;
- मैनुअल वेल्डिंग मशीन।
यह उन मामलों में पहले का उपयोग करने के बारे में सोचने योग्य है जहां जोड़ों को संयोजित करना आवश्यक है, इसके लिए बहुत प्रयास करना, या बड़े व्यास वाले पाइपों को स्थापित करने का कार्य उत्पन्न हुआ है।
एक मैनुअल प्लास्टिक पाइप वेल्डिंग मशीन सबसे अच्छा विकल्प होगा जब इसे अपने दम पर पाइपलाइन को इकट्ठा करने की योजना बनाई जाती है और काम के लिए उनके व्यास में भिन्न पाइपों का उपयोग करने की योजना बनाई जाती है।
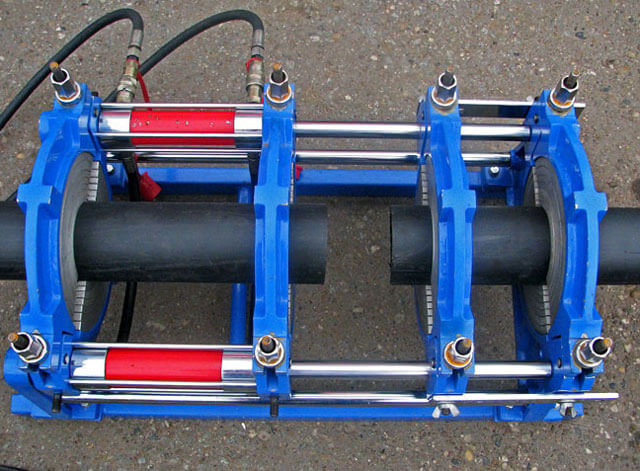
यांत्रिक वेल्डिंग इकाई
 डिजाइन के संदर्भ में, पॉलीप्रोपाइलीन से बने वेल्डिंग पाइप के लिए एक यांत्रिक उपकरण एक समर्थन फ्रेम के रूप में बनाया जाता है, जिस पर एक उपकरण इकाई और एक हाइड्रोलिक इकाई होती है। बायीं और दायीं तरफ ग्रिप हैं, जिनमें से प्रत्येक में आधे छल्ले की एक जोड़ी है। दबाव और केंद्र को संतुलित करने में मदद करने के लिए ग्रिप्स को आवेषण द्वारा अलग किया जाता है। अपने आंतरिक व्यास के संदर्भ में, वे उन पाइपों से भिन्न नहीं होते हैं जिनके साथ काम करना है।
डिजाइन के संदर्भ में, पॉलीप्रोपाइलीन से बने वेल्डिंग पाइप के लिए एक यांत्रिक उपकरण एक समर्थन फ्रेम के रूप में बनाया जाता है, जिस पर एक उपकरण इकाई और एक हाइड्रोलिक इकाई होती है। बायीं और दायीं तरफ ग्रिप हैं, जिनमें से प्रत्येक में आधे छल्ले की एक जोड़ी है। दबाव और केंद्र को संतुलित करने में मदद करने के लिए ग्रिप्स को आवेषण द्वारा अलग किया जाता है। अपने आंतरिक व्यास के संदर्भ में, वे उन पाइपों से भिन्न नहीं होते हैं जिनके साथ काम करना है।
डिवाइस के डिजाइन में एक इलेक्ट्रिक ट्रिमर है, जिसका मुख्य उद्देश्य पाइप के सिरों को संरेखित करना है। यह उपकरण एक घूर्णन डिस्क है जो दो तरफा चाकू से सुसज्जित है, जिसमें एक लॉकिंग तंत्र भी है जो सुरक्षित संचालन सुनिश्चित करता है। मुख्य काम करने वाला हीटिंग तत्व एक स्टील डिस्क है जिसमें नॉन-स्टिक कोटिंग होती है जिसमें हीटिंग तत्व होते हैं। ऐसे उपकरणों के कई मॉडलों के डिजाइन में अक्सर तापमान नियंत्रक और तापमान नियंत्रण सेंसर होते हैं।
मैनुअल वेल्डिंग मशीन (लोहा)
यह देखते हुए कि सामान्य उपभोक्ता के पास लंबे नेटवर्क स्थापित करने का कार्य होने की संभावना नहीं है, उसे भारी वेल्डिंग उपकरण नहीं खरीदना चाहिए।
अधिकांश उपभोक्ता आमतौर पर पाइप को असेंबल करने के लिए वेल्डिंग आयरन जैसे उपकरण का उपयोग करते हैं। यदि हम इसके डिजाइन और संचालन में सुविधाओं के आधार पर इसका मूल्यांकन करते हैं, तो इस संबंध में यह पारंपरिक घरेलू उपकरण से थोड़ा अलग है। इसकी विशेषताओं में से, केवल एक अलग डिज़ाइन को प्रतिष्ठित किया जा सकता है।
इसके डिजाइन के मुख्य तत्व हीटिंग प्लेट, थर्मोस्टेट और एर्गोनोमिक हैंडल हैं। यदि आप बारीकी से देखते हैं, तो आप हीटिंग प्लेट में दो छेद पा सकते हैं, जो कि उनके व्यास में भिन्न युग्मित वेल्डिंग तत्वों को जोड़ने के लिए आवश्यक हैं। वे प्रतिष्ठित हैं, सबसे पहले, एक टेफ्लॉन कोटिंग की उपस्थिति से, जिसके लिए प्लास्टिक गर्म सतह से चिपकता नहीं है।
peculiarities
पीई से वेल्डिंग पाइप के लिए मशीन चुनते समय, आपको स्पष्ट रूप से यह समझने की जरूरत है कि इसके साथ किस तरह का काम किया जाएगा। वांछित उपकरण की विशेषताएं काफी हद तक वेल्डिंग विधि पर निर्भर करती हैं जिसे आप अक्सर उपयोग करने की योजना बनाते हैं।
पॉलीथीन उत्पादों को टांका लगाने के चार मुख्य तरीके हैं।
- बट वेल्डिंग - यह विधि सबसे आम है, और यह एक विशेष वेल्डिंग दर्पण का उपयोग करके गर्म पाइप सिरों को एक दूसरे से या फिटिंग के कनेक्शन पर आधारित है। बट जॉइनिंग आपको उपकरणों की एक सस्ती कीमत पर काफी उच्च गुणवत्ता वाला जोड़ प्राप्त करने की अनुमति देता है, लेकिन यह विधि 4.5 मिमी से कम की दीवार मोटाई वाले उत्पादों में शामिल होने के लिए उपयुक्त नहीं है।बट वेल्डिंग के उपयोग के लिए सतहों की पूरी तरह से सफाई की आवश्यकता होती है, उत्पादों को ट्रिम करने में अधिकतम सटीकता और उनके कनेक्शन के दौरान पाइपों पर सही दबाव लागू करना।
- एक सॉकेट (या युग्मन विधि) में डॉकिंग पाइप एक विशेष युग्मन के माध्यम से उत्पादों को जोड़ने के आधार पर एक विश्वसनीय, लेकिन कम सामान्य और अधिक महंगी विधि है। विभिन्न व्यास के दो पाइपों को सीधे एक दूसरे से जोड़ने के विकल्प भी हैं। बाहर स्थित पाइपलाइन बिछाने के लिए इस पद्धति का उपयोग नहीं किया जाता है।
- इलेक्ट्रोफ्यूजन (या थर्मिस्टर) पाइप की वेल्डिंग - यह विधि एक सॉकेट में शामिल होने के समान है, लेकिन इसमें उपयोग किए जाने वाले युग्मन में एक धातु हीटिंग तत्व होता है, जो जुड़े उत्पादों और विद्युत युग्मन के अधिक समान ताप में योगदान देता है। प्रत्येक इलेक्ट्रिक क्लच में एक विशेष बारकोड होता है जो इस क्लच के लिए आवश्यक विद्युत प्रवाह मापदंडों को एन्कोड करता है, इसलिए इस प्रकार के उपकरण अक्सर बारकोड स्कैनर से लैस होते हैं। युग्मन विधि की तुलना में थर्मिस्टर विधि और भी अधिक विश्वसनीय (और अधिक महंगी) है, इसलिए इसका उपयोग मुख्य रूप से उन मामलों में किया जाता है जहां एक बहुत ही स्थिर कनेक्शन प्रदान करना आवश्यक होता है (उदाहरण के लिए, जब लगातार भूकंप वाले क्षेत्रों में पाइपलाइन बिछाते हैं)। इस पद्धति का उपयोग किसी भी दीवार की मोटाई के साथ 20 मिमी या उससे अधिक व्यास वाले पाइपों को जोड़ने के लिए किया जाता है, और इसमें तकनीकी मापदंडों को रखने की सटीकता की आवश्यकताएं बट सोल्डरिंग की तुलना में बहुत कम होती हैं।
- एक्सट्रूज़न वेल्डिंग इलेक्ट्रिक वेल्डिंग के समान एक विधि है, जिसमें गर्म पॉलीथीन को एक विशेष एक्सट्रूडर के माध्यम से वेल्डिंग क्षेत्र में खिलाया जाता है, जिससे पाइप के बीच एक कनेक्शन बनता है।परिणामी कनेक्शन की ताकत आमतौर पर पॉलीइथाइलीन की ताकत के 80% से अधिक नहीं होती है, इसलिए एक्सट्रूज़न विधि का उपयोग आमतौर पर मुख्य रूप से अन्य प्लास्टिक उत्पादों के साथ पाइप को जोड़ने और 630 मिमी या उससे अधिक के व्यास वाले पाइपों को स्थापित करने के लिए किया जाता है। उच्च भार के अधीन होना।


प्रकार
सभी पॉलीइथाइलीन वेल्डिंग उपकरणों में चार मुख्य मॉड्यूल होते हैं - एक जनरेटर (आमतौर पर एक ट्रांसफार्मर या एक स्विचिंग बिजली की आपूर्ति के साथ एक इन्वर्टर के सिद्धांत पर काम करता है), एक बिजली नियंत्रण मॉड्यूल, एक तापमान नियंत्रण मॉड्यूल और एक तकनीकी इकाई जिसमें कनेक्शन प्रक्रिया ही होती है जगह लेता है। ऊपर चर्चा की गई चार वेल्डिंग विधियों में से प्रत्येक उपयुक्त उपकरण का उपयोग करके किया जाता है।











4 तरीकों में से प्रत्येक के लिए मौजूदा मशीनों को स्वचालन की डिग्री के अनुसार आगे 3 श्रेणियों में विभाजित किया जा सकता है।

अर्ध-स्वचालित उपकरणों को यांत्रिक और हाइड्रोलिक में उपयोग किए जाने वाले ड्राइव के प्रकार के अनुसार विभाजित किया जाता है। यांत्रिक ड्राइव वाले उपकरणों में, वेल्डिंग प्रक्रिया के दौरान पाइप को केंद्र में रखने और पकड़ने के लिए आवश्यक बल ऑपरेटर की मदद से बनाया जाता है, इसलिए उनका उपयोग केवल 160 मिमी से कम व्यास वाले पाइप के साथ काम करते समय किया जाता है। हाइड्रोलिक ड्राइव को ऑपरेटर से बल के आवेदन की आवश्यकता नहीं होती है और इसका उपयोग 160 मिमी से बड़े सहित किसी भी व्यास के वेल्डिंग उत्पादों के लिए किया जाता है।


वेल्डिंग मशीन की एक अन्य महत्वपूर्ण विशेषता उन पाइपों का व्यास है जो इसे कनेक्ट कर सकते हैं, क्योंकि पीई पाइप के मानक आकार 16 से 1600 मिमी की सीमा में हैं। उदाहरण के लिए, अपार्टमेंट में नलसाजी के लिए, आमतौर पर 20 से 32 मिमी के व्यास वाले पाइप का उपयोग किया जाता है, लेकिन मुख्य पाइपलाइनों की स्थापना के लिए, 90/315 मिमी या उससे अधिक के व्यास वाले पाइपों को टांका लगाने में सक्षम उपकरण की पहले से ही आवश्यकता हो सकती है।
वर्तमान में, सबसे लोकप्रिय उपकरण जॉर्ज फिशर (स्विट्जरलैंड), रोथेनबर्गर (जर्मनी), एडवांस वेल्डिंग (ग्रेट ब्रिटेन), यूरोस्टैंडर्ड, टेक्नोड्यू और रिटमो (इटली), डायट्रॉन (चेक गणराज्य), कामीटेक और नोवाटेक (पोलैंड) हैं। पॉलीइथाइलीन वेल्डिंग उपकरणों के रूसी निर्माता भी हैं, उदाहरण के लिए, वोल्ज़ानिन प्लांट, जो 40 से 1600 मिमी के व्यास के साथ बट-सोल्डरिंग उत्पादों के लिए उपकरण और 1200 मिमी तक के व्यास के साथ पाइप को जोड़ने में सक्षम इलेक्ट्रोफ्यूजन डिवाइस का उत्पादन करता है।
वेल्डिंग उपकरण चुनने के लिए मानदंड
वेल्डिंग उपकरण के पसंदीदा वर्ग के साथ समस्या का निर्णय करते समय, सबसे पहले नियोजित कार्य के दायरे पर ध्यान देना आवश्यक है। यहाँ निम्नलिखित पैरामीटर बहुत प्रासंगिक हैं:
- काम करने के लिए पाइप व्यास की सीमा।
- बिजली की खपत।
- उपकरण का दाम।
यह उल्लेखनीय है कि इन मापदंडों के बीच एक स्पष्ट संबंध है। तो, पाइप के बाहरी व्यास में वृद्धि के साथ, उच्च शक्ति वाले मॉडल पर विचार करना आवश्यक है। यह आम तौर पर स्वीकार किया जाता है कि शक्ति संकेतक, जिसकी इकाई वाट है, व्यास का 10 गुना होना चाहिए, जिसकी गणना मिलीमीटर में की जाती है। दूसरे शब्दों में, यदि यह 30 मिमी के बाहरी व्यास के साथ पाइपों को वेल्ड करने वाला है, तो आप अपने आप को एक ऐसे मॉडल तक सीमित कर सकते हैं जिसकी शक्ति रेटिंग 300 वाट है। यह ध्यान देने योग्य है कि दिए गए आंकड़े अंतिम और सटीक नहीं हैं, और इसलिए यहां 30% के भीतर त्रुटियों की अनुमति है।
इसलिए, यदि वेल्डिंग उपकरण के मॉडल में बड़ी बिजली की खपत होती है, तो यह मालिक को बड़े व्यास के पाइपों को वेल्ड करने की अनुमति देता है।हालांकि, ऐसे उपकरणों के अधिग्रहण के लिए बड़े व्यय की आवश्यकता होगी।
5 एलीटेक एसपीटी 800

समृद्ध उपकरण देश: रूस (चीन में उत्पादित) औसत मूल्य: 1 638 रूबल। रेटिंग (2019): 4.5









पॉलीप्रोपाइलीन पाइप के लिए यह बजट टांका लगाने वाला लोहा न केवल नौसिखिए इंस्टॉलरों के हाथों में देखा जा सकता है, बल्कि पेशेवर भी हैं। मॉडल 6 पाइप आकारों के साथ 20 से 63 मिमी तक काम कर सकता है। विशेषज्ञ टेफ्लॉन के साथ लेपित उच्च गुणवत्ता वाले नोजल पर ध्यान देते हैं। 800 वॉट की हीटर पावर के साथ, डिवाइस जल्दी से 300 डिग्री सेल्सियस तक गर्म हो सकता है। हीटर भी काफी जल्दी ठंडा हो जाता है। निर्माता ने अपने उत्पाद को 6 नोजल, एक स्टैंड, एक विश्वसनीय धातु के मामले और उपकरणों के एक सेट (पेचकश, हेक्स कुंजी) के साथ पूरा किया है।
उपभोक्ता समीक्षाओं का विश्लेषण करते हुए, डिवाइस के कई फायदे और नुकसान हैं। एक ओर, मॉडल अपनी शक्ति, तेज हीटिंग और कूलिंग, चिकनी सीम, सस्ती कीमत के लिए प्रशंसा का पात्र है। असहज स्थिति, कमजोर मामले, खराब गुणवत्ता वाली टेफ्लॉन कोटिंग की शिकायतें आती हैं।
पॉलीप्रोपाइलीन पाइप के लिए वेल्डिंग मशीन के निर्माता, मॉडल का एक संक्षिप्त अवलोकन।
किसी भी उपकरण को चुनते समय, निर्धारण मानदंडों में से एक निर्माता की प्रतिष्ठा है। और यद्यपि पॉलीप्रोपाइलीन पाइप के मैनुअल वेल्डिंग के लिए मशीनों को बहुत जटिल और उच्च तकनीक वाले उपकरण नहीं कहा जा सकता है, इस क्षेत्र में कुछ प्राधिकरण भी हैं।
तो, ऐसे उपकरणों के उत्पादन में "ट्रेंडसेटर्स" को "रोथेनबर्गर", "वाल्फ़ेक्स", "डायट्रॉन", "बीआरआईएमए", "गेराट", "केर्न" माना जाता है। Elitech, Sturm, कैलिबर, Enkor, PATRIOT, Energomash, DeFort डिवाइस कम विश्वसनीय और मांग में नहीं हैं।मुख्य बात यह है कि खरीदे गए उपकरण वास्तव में मूल हैं, नकली नहीं हैं, और निर्माता की फैक्ट्री वारंटी के साथ हैं।
अंत में, परंपरागत रूप से, लोकप्रिय मॉडलों की एक छोटी समीक्षा और उनके लिए औसत मूल्य स्तर।
| मॉडल का नाम, चित्रण | मॉडल का संक्षिप्त विवरण | औसत मूल्य स्तर, रगड़। (अप्रैल 2016) |
|---|---|---|
"ब्रीमा टीजी-171", जर्मनी - चीन  | पावर 750 डब्ल्यू, वेल्डिंग व्यास - 63 मिमी तक, इलेक्ट्रोमैकेनिकल थर्मोस्टेट, हीटिंग तापमान - 300 डिग्री सेल्सियस तक। वार्म-अप समय - 15 मिनट से अधिक नहीं। सेट में 20 से 63 मिमी तक छह जोड़ी नोजल शामिल हैं। | 3900 |
"ENCOR ASP-800", रूस - चीन  | पावर 800 डब्ल्यू, वेल्डिंग व्यास - 63 मिमी तक, इलेक्ट्रोमैकेनिकल थर्मोस्टेट, हीटिंग तापमान - 300 डिग्री सेल्सियस तक। स्थिर मंच स्टैंड। किट में टेफ्लॉन कोटिंग के साथ 20 से 63 मिमी के छह जोड़े नोजल शामिल हैं। | 2200 |
एलीटेक एसपीटी 1000, रूस - चीन  | एक बेलनाकार हीटिंग तत्व के साथ उपकरण। शक्ति - 1000 वाट। वेल्डिंग व्यास - 16 से 32 मिमी तक। डिलीवरी में टेफ्लॉन कोटिंग के साथ नोजल (4 व्यास) का एक सेट शामिल है। शरीर और हैंडल का एर्गोनोमिक आकार, जिससे आप दुर्गम स्थानों पर काम कर सकते हैं। इलेक्ट्रोमैकेनिकल थर्मोस्टेट। | 2700 |
"स्टर्म TW7219", जर्मनी - चीन  | उच्च शक्ति मॉडल - 1900 डब्ल्यू, पूर्ण और आधी शक्ति (एक या दो हीटिंग तत्व) चालू करने की संभावना के साथ। टेफ्लॉन-लेपित युक्तियों के छह जोड़े। अधिकतम वेल्डिंग व्यास 62 मिमी है। हीटिंग का समय - लगभग 12 मिनट। विस्तारित डिलीवरी पैकेज जिसमें अतिरिक्त सामान की खरीद की आवश्यकता नहीं होती है। | 3300 |
डायट्रॉन पोल्स पी-1ए, चेक गणराज्य  | उच्च गुणवत्ता वाले पेशेवर उपकरण। शक्ति - 650 वाट। उच्च परिशुद्धता केशिका थर्मोस्टेट के साथ बेलनाकार हीटर।वेल्डिंग व्यास - 32 मिमी तक। उच्च गुणवत्ता वाले नीले टेफ्लॉन के साथ लेपित 3 व्यास के जूते के प्रकार की युक्तियों का पेटेंट कराया गया। छह तापमान सेटिंग्स। स्वचालित अति ताप संरक्षण। वजन - केवल 1.3 किलो, जो कठिन-से-पहुंच वाले स्थानों में काम की सुविधा प्रदान करता है। | न्यूनतम विन्यास में 11200 - एक उपकरण, एक स्टैंड और तीन नलिका। |
रोथेनबर्गर रोवेल्ड पी 40 टी, जर्मनी  | शक्ति - 650 वाट। अधिकतम वेल्डिंग व्यास 40 मिमी है। तलवार के आकार का हीटर जिसमें दो जोड़ी स्लीव-मैंड्रेल स्थापित करने की संभावना होती है। किट में 20 से 40 मिमी तक 4 जोड़ी नोजल, उच्च गुणवत्ता वाली टेफ्लॉन कोटिंग शामिल है। इस उपकरण की विशेषताएं - अंतर्निर्मित थर्मोस्टेट विशेष रूप से पॉलीप्रोपाइलीन पाइप के लिए डिज़ाइन किया गया है और इसे 260 डिग्री सेल्सियस के स्थिर तापमान के उच्च-सटीक रखरखाव के लिए प्रोग्राम किया गया है। डिवाइस का द्रव्यमान 2.8 किलोग्राम है। | 14500 |
KERN वेल्डर R63E, जर्मनी  | पेशेवर ग्रेड मॉडल। अपेक्षाकृत कम शक्ति, 800 डब्ल्यू, और एक ही समय में - 63 मिमी तक के व्यास के साथ वेल्डिंग पाइप की संभावना। टेफ्लॉन लेपित युक्तियों के छह जोड़े शामिल हैं। माइक्रोप्रोसेसर नियंत्रक, डिजिटल डिस्प्ले के साथ सेट तापमान की उच्च-सटीक इलेक्ट्रॉनिक स्थापना। | 13500 |
अंत में - पॉलीप्रोपाइलीन पाइप के लिए एक और वेल्डिंग मशीन के बारे में एक वीडियो
बट वेल्डिंग विधि
यह विधि आपको बट वेल्डिंग के लिए विशेष उपकरण का उपयोग करके पॉलीथीन पाइप को वेल्ड से जोड़ने की अनुमति देती है। वेल्ड (या "संयुक्त") तन्यता ताकत में पॉलीथीन पाइप के बराबर है। एक गर्म उपकरण के साथ वेल्डिंग करके, 50 मिमी से 1600 मिमी के व्यास वाले पीई पाइप जुड़े हुए हैं। मानक तकनीकी वेल्डिंग मोड -10 डिग्री सेल्सियस से + 30 डिग्री सेल्सियस तक हवा के तापमान पर संचालन के लिए डिज़ाइन किए गए हैं।यदि गली में हवा का तापमान मानक तापमान अंतराल से अधिक हो जाता है, तो तकनीकी मापदंडों का पालन करने के लिए पॉलीइथाइलीन पाइपों की वेल्डिंग एक आश्रय में की जानी चाहिए। दबाव एचडीपीई पाइप के बट वेल्डिंग को दो मुख्य चरणों में बांटा गया है: प्रारंभिक कार्य और स्वयं वेल्डिंग। प्रारंभिक चरण में शामिल हैं:
- वेल्डिंग उपकरण के संचालन के लिए प्रदर्शन और तैयारी की जाँच करना,
- वेल्डिंग उपकरण लगाने के लिए जगह तैयार करना,
- वेल्डिंग के लिए आवश्यक मापदंडों का चयन,
- पीई पाइप को ठीक करना और वेल्डिंग मशीन के क्लैंप में केंद्रित करना,
- पाइप या भागों की वेल्डेड सतहों के सिरों का यांत्रिक प्रसंस्करण।
उपकरण तैयार करते समय, लाइनर्स और क्लैम्प्स का चयन किया जाता है जो वेल्ड किए जाने वाले पाइप के व्यास के अनुरूप होते हैं। हीटर की कामकाजी सतहों और पीई पाइप के प्रसंस्करण के लिए उपकरण को गंदगी और धूल से साफ किया जाना चाहिए। वेल्डिंग मशीन की इकाइयों और घटकों के दृश्य निरीक्षण के साथ-साथ नियंत्रण समावेश के दौरान उपकरणों के संचालन की जाँच की जाती है। वेल्डिंग मशीन पर, सेंट्रलाइज़र के चल क्लैंप के सुचारू रूप से चलने और फेसर के संचालन की जाँच की जाती है। वेल्डिंग उपकरण की नियुक्ति एक पूर्व-तैयार और साफ साइट या पाइपलाइन मार्ग पर पीई पाइपों को संग्रहीत करने के बाद की जाती है। यदि आवश्यक हो, तो वेल्डिंग साइट को वर्षा, रेत और धूल से बचाने के लिए चांदनी से सुरक्षित किया जाता है। गीले मौसम में, लकड़ी के ढालों पर वेल्डिंग उपकरण स्थापित करने की सिफारिश की जाती है। और वेल्डिंग के दौरान पाइप के अंदर ड्राफ्ट को रोकने के लिए इन्वेंट्री प्लग के साथ पॉलीथीन पाइप के मुक्त छोर को बंद करने की सिफारिश की जाती है।
वेल्डेड दबाव एचडीपीई पाइप और भागों की असेंबली, जिसमें वेल्डेड होने वाले सिरों की स्थापना, केंद्र और फिक्सिंग शामिल है, वेल्डिंग मशीन के केंद्रक के क्लैंप में किया जाता है। पीई पाइपों के लिए वेल्डिंग मशीन के क्लैंप को कड़ा किया जाता है ताकि पाइपों को फिसलने से रोका जा सके और जहां तक संभव हो, सिरों पर अंडाकारता को खत्म किया जा सके। जब बट वेल्डिंग बड़े-व्यास पीई पाइप, चूंकि उनके पास पर्याप्त रूप से बड़ा मृत वजन होता है, पाइप को संरेखित करने और पाइप के वेल्डेड अंत को आगे बढ़ने से रोकने के लिए समर्थन को मुक्त सिरों के नीचे रखा जाता है। वेल्डिंग प्रक्रिया का क्रम:
- पहले एक निश्चित पाइप के साथ चल क्लैंप को स्थानांतरित करने के लिए आवश्यक बल को मापें,
- पाइप के सिरों के बीच एक हीटर स्थापित किया जाता है, जिसे आवश्यक तापमान तक गर्म किया जाता है,
- पीई पाइप के सिरों को हीटर पर दबाकर, आवश्यक दबाव बनाकर रिफ्लो प्रक्रिया को अंजाम दें,
- सिरों को कुछ समय के लिए निचोड़ा जाता है (इस पॉलीइथाइलीन पाइप के लिए वेल्डिंग तकनीक के अनुसार) 0.5 से 2.0 मिमी की ऊंचाई के साथ एक प्राथमिक गड़गड़ाहट की उपस्थिति तक,
- प्राथमिक गड़गड़ाहट की उपस्थिति के बाद, पाइप के सिरों को गर्म करने के लिए आवश्यक समय के लिए दबाव कम और बनाए रखा जाता है,
- वार्म-अप प्रक्रिया के अंत के बाद, केंद्रक के जंगम क्लैंप को 5-6 सेमी पीछे हटा दिया जाता है और हीटर को वेल्डिंग ज़ोन से हटा दिया जाता है,
- हीटर को हटाने के बाद, पॉलीइथाइलीन पाइप के सिरों को संपर्क में लाएं, जिससे वर्षा के लिए आवश्यक दबाव पैदा हो,
- संयुक्त को ठंडा करने के लिए आवश्यक समय के लिए वर्षा का दबाव बनाए रखा जाता है, और फिर परिणामी वेल्ड का एक दृश्य निरीक्षण बाहरी गड़गड़ाहट के आकार और विन्यास के संदर्भ में किया जाता है,
- फिर परिणामी वेल्ड को चिह्नित करें।
उपकरण प्रकार
भागों को जोड़ने के सिद्धांत के अनुसार, वेल्डिंग इकाइयों को 2 प्रकारों में विभाजित किया जाता है:
- इलेक्ट्रोफ्यूजन कनेक्शन के लिए;
- सॉकेट और बट के लिए।
ऑपरेशन के सिद्धांत के अनुसार, सभी प्रकार के उपकरणों को मैनुअल और मैकेनिकल में विभाजित किया गया है। किसी भी प्रकार के वेल्डिंग उपकरण में 4 मुख्य इकाइयाँ होती हैं: एक जनरेटर, एक तापमान नियंत्रक, एक पावर मॉड्यूल और एक तकनीकी इकाई जहाँ पुर्जे जुड़े होते हैं। उत्तरार्द्ध की एक अलग संरचना है (वेल्डिंग के प्रकार के आधार पर)।
नियमावली
मैनुअल छोटे आकार की वेल्डिंग मशीनों में एचडीपीई भागों के सिरों को ठीक करने के लिए युक्तियों के साथ एक प्लेट का रूप होता है। तैयार सतहों को जोड़ने के लिए, मानव प्रयास की आवश्यकता होती है, इसलिए पाइप का व्यास 125 मिमी से अधिक नहीं होना चाहिए। घरेलू उपयोग के लिए एक हाथ से पकड़े जाने वाले उपकरण को चुना जाता है, यह मास्टर करने के लिए सबसे आसान है, इसकी कीमत कम है।
यांत्रिक
ये उपकरण पेशेवरों के लिए डिज़ाइन किए गए हैं। उनमें निम्नलिखित शामिल हैं:
- क्लैंपिंग भागों के लिए युक्तियों के साथ केंद्रक;
- पाइप प्रसंस्करण के लिए तेज चाकू के साथ अंत कटर;
- हीटिंग तत्व (वेल्डिंग दर्पण);
- संपीड़न उपकरण।
जुड़े हुए पाइपों का संपीड़न मैकेनिक द्वारा प्रदान किया जाता है, इसलिए उनका व्यास असीमित होता है। यांत्रिक रूप से संचालित डिवाइस के साथ वेल्डिंग एक अधिक उन्नत तरीका है: यह ऑपरेटर के काम को सुविधाजनक बनाता है और संयुक्त को अधिक विश्वसनीय बनाता है।
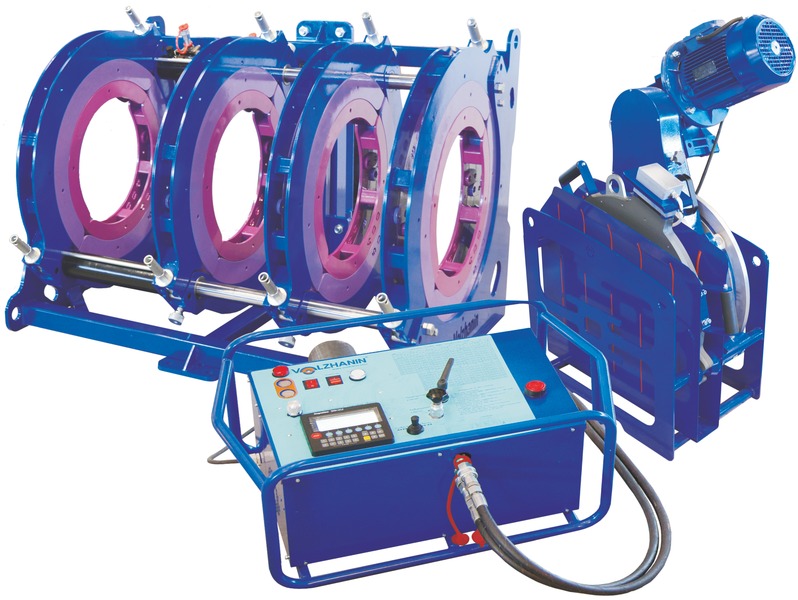
हाइड्रोलिक
हाइड्रोलिक उपकरण में, उत्पादों का संपीड़न हाइड्रोलिक ड्राइव द्वारा किया जाता है। ऐसे उपकरण बट वेल्डिंग के लिए डिज़ाइन किए गए हैं और 3 प्रकार हैं:
- नियमावली। सभी ऑपरेशन मैन्युअल रूप से किए जाते हैं। औसत और निम्न दबाव के साथ पाइपलाइनों की वेल्डिंग पर लागू होते हैं।
- अर्ध-स्वचालित। मैनुअल काम में केवल पाइप बिछाना शामिल है। कनेक्शन स्वचालित रूप से होता है।
- स्वचालित।प्रक्रिया के शुरू से अंत तक इकाई की सभी इकाइयों के आंदोलनों को एक कंप्यूटर द्वारा नियंत्रित किया जाता है, ऑपरेटर केवल आवश्यक मापदंडों में प्रवेश करता है।
आधुनिक मशीनें उच्च सटीकता के साथ काम करती हैं। वे एचडीपीई या इलेक्ट्रिक कपलिंग पर मुद्रित बार कोड से आवश्यक जानकारी पढ़ सकते हैं, प्रक्रिया के अंत में वे एक रिपोर्टिंग प्रोटोकॉल जारी करते हैं, त्रुटियों को इंगित करते हैं।
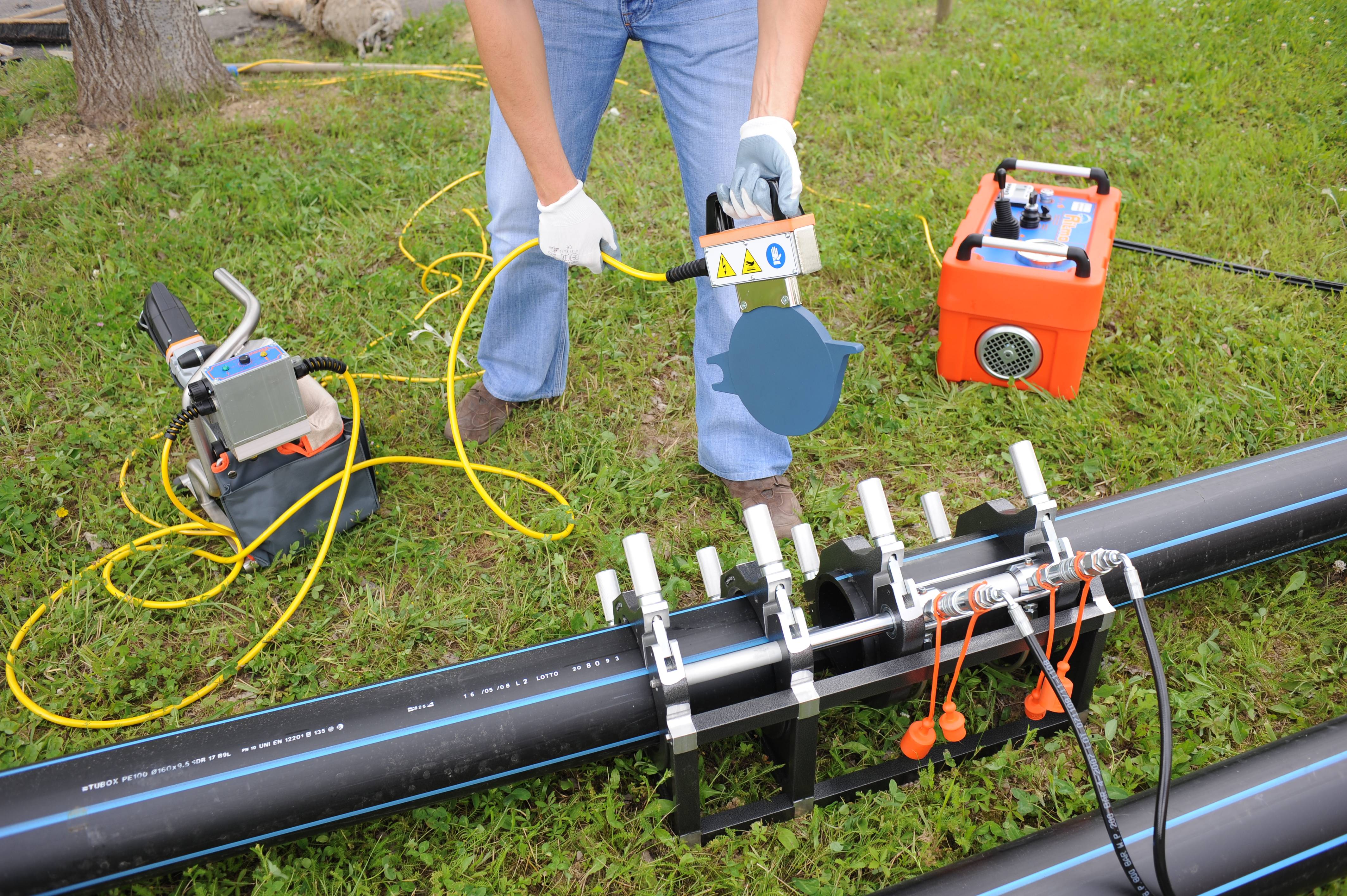
इलेक्ट्रोफ्यूजन उपकरण
 इलेक्ट्रोफ्यूजन वेल्डिंग की तकनीक इस प्रकार है। उत्पादन स्तर पर, आंतरिक सतह से प्रत्येक युग्मन में दो बाहरी सतह पर एक हीटिंग तत्व रखा जाता है।
इलेक्ट्रोफ्यूजन वेल्डिंग की तकनीक इस प्रकार है। उत्पादन स्तर पर, आंतरिक सतह से प्रत्येक युग्मन में दो बाहरी सतह पर एक हीटिंग तत्व रखा जाता है।
कनेक्ट किए जाने वाले पाइपों को कपलिंग में डाला जाता है। एक विशेष केबल के साथ, युग्मन और वेल्डिंग मशीन के आउटपुट जुड़े हुए हैं। उसके बाद, कपलिंग के अंदर के तत्व को गर्म किया जाता है।










इसके कारण, पॉलीप्रोपाइलीन पाइप और युग्मन का खंड हीटिंग तत्व के क्षेत्र में पिघल जाता है। जब डिवाइस बंद हो जाता है, तो उत्पाद के जुड़े हिस्सों का रिवर्स पोलीमराइजेशन होता है। परिणाम एक अखंड कनेक्शन है।
लगभग किसी भी व्यास के उत्पादों के साथ काम कर सकते हैं। वे पॉलीप्रोपाइलीन पाइप, साथ ही कम दबाव वाले पॉलीथीन (एचडीपीई) उत्पादों को वेल्ड कर सकते हैं।
मुख्य तत्व एक माइक्रोप्रोसेसर है विनियमित बिजली आपूर्ति के साथ इकाई. यह निगरानी संचालन के लिए वेल्डिंग प्रोटोकॉल को बचाता है और आवश्यक ताप तापमान प्राप्त करने के लिए आवश्यक करंट उत्पन्न करता है।
एक निश्चित समय पर, उत्पाद के व्यास और अन्य स्थितियों के आधार पर, यह डिवाइस को बंद कर देता है। डिवाइस -20…+60 डिग्री सेल्सियस तापमान रेंज में बाहर काम कर सकता है।
उदाहरण के लिए, रोथेनबर्गर ROWELD ROFUSE PRINT उपकरण, अपने कम वजन और आयामों (लगभग 20 किलो वजन का एक छोटा बॉक्स) के साथ, आपको एचडीपीई और पॉलीप्रोपाइलीन पाइप को 1200 मिमी तक के व्यास के साथ जोड़ने की अनुमति देता है।
उन पर डेटा मैन्युअल रूप से दर्ज किया जा सकता है या निर्माता द्वारा पाइप पर स्थापित बारकोड से पढ़ा जा सकता है। डिवाइस का उपयोग करना आसान है और विस्तृत निर्देशों के साथ आता है।
सही उपकरण कैसे चुनें?
वेल्डिंग प्लास्टिक के लिए उपकरण एक टांका लगाने वाले लोहे की तरह काम करते हैं और पारंपरिक रूप से 2 प्रकारों में विभाजित होते हैं - मैनुअल और मैकेनिकल।
मैनुअल उपकरण
पाइप और हैंडल के सिरों के लिए युक्तियों के साथ एक हीटिंग प्लेट का प्रतिनिधित्व करता है। ऑपरेशन के सिद्धांत के अनुसार, यह एक लोहे और एक इलेक्ट्रिक सोल्डरिंग आयरन के समान है।

शामिल होने के लिए उत्पादों को संपीड़ित करने के लिए मानव प्रयास की आवश्यकता होती है। पीई पाइप के लिए उपयुक्त जिसका व्यास 12.5 सेमी से अधिक नहीं है। तदनुसार, यह बड़ी मात्रा में काम के लिए उपयुक्त नहीं है, और इसे घरेलू उपयोग के लिए चुनने के लायक है।
यांत्रिक
यांत्रिक टांका लगाने का उपकरण पाइप और एक उपकरण ब्लॉक को ठीक करने के लिए डिस्क के साथ एक समर्थन फ्रेम है। अंदर हीटिंग तत्वों के साथ हीटिंग तत्व जुड़े हुए पाइपों के सिरों को गर्म करता है, और यांत्रिकी इन स्थानों का एक मजबूत संपीड़न प्रदान करता है।
यह उन उत्पादों की वेल्डिंग पर लागू होता है जो उच्च परिचालन लोडिंग के संपर्क में हैं। उत्पादों का व्यास असीमित है।
पेशेवरों को यह विकल्प चुनना चाहिए।
सही चुनाव करने के लिए उपयोगी टिप्स:
पैकेज पर ध्यान दें
नोजल के लिए एक कुंजी वाला उपकरण एक, अधिकतम दो व्यास के साथ काम करने के लिए उपयुक्त है। यदि काम का दायरा बड़ा है, तो विभिन्न व्यास के नोजल वाले उपकरण चुनें;
इकाई शक्ति
पेशेवरों के पास एक रहस्य है।उपकरण की न्यूनतम शक्ति की गणना एक साधारण सूत्र द्वारा की जाती है - सबसे बड़ा पाइप व्यास जिसके साथ आपको काम करना है उसे 10 से गुणा किया जाता है।







उदाहरण के लिए, यदि आप घर पर 50 मिमी के व्यास के साथ पाइप वेल्ड करने जा रहे हैं, तो इकाई की न्यूनतम शक्ति = 50 × 10 = 500W;
कौन सा निर्माता चुनना है?
उच्चतम रेटिंग चेक कंपनियों के उत्पादों के लिए है (उदाहरण के लिए, टीएम "डायट्रॉन")। लेकिन उत्पादों की कीमत - काटता है। इसलिए - एक विकल्प के रूप में - तुर्की निर्माता। घरेलू उत्पादन के अच्छे मॉडल हैं।
विषय पर निष्कर्ष और उपयोगी वीडियो
वेल्डिंग मशीन चुनने के लिए तुलना और उपयोगी सुझाव:
यह वीडियो अपने हाथों से पीपी पाइप के लिए एक वेल्डर को इकट्ठा करने की चरण-दर-चरण प्रक्रिया को प्रदर्शित करता है:
पॉलीथीन पाइप के लिए उपयुक्त वेल्डिंग मशीन चुनना इतना मुश्किल नहीं है। स्वीकार्य मूल्य श्रेणी में प्रसिद्ध निर्माताओं के उत्पादों को वरीयता देना बेहतर है। वेल्डिंग तकनीक के सटीक पालन के साथ, एक विश्वसनीय कनेक्शन प्राप्त किया जा सकता है।
हमें बताएं कि आपने घर या देश में पॉलिमर पाइपलाइन को असेंबल करने के लिए वेल्डिंग मशीन को कैसे चुना। अपनी पसंद के पीछे के कारणों को साझा करें। कृपया नीचे दिए गए ब्लॉक में छोड़ दें, लेख के विषय पर एक फोटो पोस्ट करें, प्रश्न पूछें।



